|
|
RATÉ ET RETOUR EN ARRIÈRE. - La manipulation inexacte de la torche peut faire pétarder la flamme ou, dans très des rares cas, au retour en arrière. Un raté est un écoulement arrière momentané des gaz à l'extrémité de torche, faisant sortir la flamme. Parfois la flamme peut immédiatement avancer de nouveau, mais un raté est toujours accompagné d'un bruit de rupture ou sautant. Un raté peut être provoqué en touchant l'extrémité contre le travail, à côté de surchauffer l'extrémité, en actionnant la torche à autre que les pressions recommandées, par une extrémité ou une tête lâche, ou par
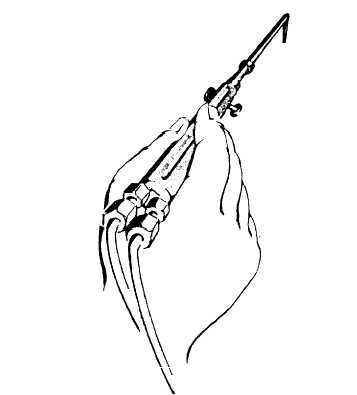
Le schéma 15-30. - Métaux de mesure de lumière de soudure. saleté ou scories à la fin de l'extrémité. Un raté est rarement dangereux, mais le métal fondu peut être éclaboussé quand la flamme saute. Un retour en arrière est le burning des gaz dans la torche, et il est dangereux. Il est habituellement provoqué par les connexions lâches, les pressions inexactes, ou la surchauffe de la torche. Un bruit de sifflement ou de couinement aigu accompagne un retour en arrière ; et à moins que les gaz soient arrêtés immédiatement, la flamme peut brûler de retour par le tuyau et les régulateurs et endommager grand. La cause d'un retour en arrière devrait toujours être déterminée, et le problème remédié à avant de rallumer la torche. Techniques fondamentales de soudure La composition, l'épaisseur, la forme, et la position du métal à souder régissent les techniques à utiliser. Les techniques fondamentales qui s'appliquent à différentes épaisseurs, des formes, et les positions du métal à souder sont discutées dans les paragraphes suivants. TENIR LA TORCHE. - La méthode appropriée à utiliser en tenant la torche dépend de l'épaisseur du métal étant soudé. Pour le métal léger de mesure, tenez la torche suivant les indications du schéma 15-30, avec le tuyau drapé au-dessus du poignet. Pour un travail plus lourd, tenez la torche suivant les indications du schéma 15-31.
Le schéma 15-31. - Tôle forte de soudure. Tenez la torche de sorte que l'extrémité soit en conformité avec le joint à souder, et être incliné entre 30 et 60 de la perpendiculaire. L'angle précis dépend du type de soudure à faire, la quantité de préchauffage nécessaire, et l'épaisseur et le type de métal. Plus le métal est épais, plus la torche doit être pour la pénétration appropriée de la chaleur verticale. Le cône blanc de la flamme devrait être tenu à environ 1/8 pouce de la surface du métal non précieux. Si la torche est tenue en position correcte, un petit magma de métal fondu formera. Le magma devrait se composer de parties égales des deux parties étant soudées. Après que le magma apparaisse, commencez le mouvement de l'extrémité dans un mouvement semi-circulaire ou circulaire. Ce mouvement assure une distribution égale de la chaleur sur les deux parties de métal. La vitesse et le mouvement de la torche sont appris seulement par la pratique et l'expérience. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous