|
|
SOUDURE EN REVERS. - Dans cette méthode l'extrémité de torche précède la tige en direction de la soudure, et la flamme est dirigée de retour au magma fondu et à la soudure réalisée. L'extrémité de la tige est placée entre l'extrémité de torche et le magma fondu. L'extrémité de soudure devrait faire un angle environ de 45 à 60 avec les plats ou joindre l'soudure (fig. 15-33). Moins de mouvement est exigé dans la méthode en revers que dans la méthode d'avant-main. Si vous utilisez un droit
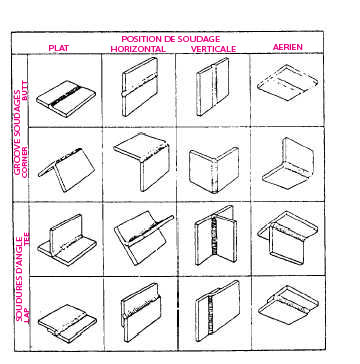
Le schéma 15-34. - Quatre positions de soudure de base. baguette de soudage, elle devrait être tournée de sorte que l'extrémité roule de l'un côté à l'autre et fonde hors fonction également. Vous pouvez également déplier la tige et, en soudant, déplacez la tige et incendiez dans les deux sens à une vitesse rapide. Si vous faites une grande soudure, vous devriez déplacer la tige afin de faire les cercles complets dans le magma fondu. La torche est déplacée dans les deux sens à travers la soudure tandis qu'elle est avancée lentement et uniformément en direction de la soudure. Votre volonté trouver la méthode en revers meilleure pour le matériel de soudure plus de 1/8 po. d'épaisseur. Vous pouvez utiliser un « V » plus étroit au joint qu'est possible dans la soudure d'avant-main. Un angle inclus de 60 est un angle suffisant du biseau pour obtenir un bon joint. Il ne prend pas autant baguette de soudage ou malaxer pour la méthode en revers qu'il fait pour la méthode d'avant-main. À l'aide de la technique en revers sur un matériel plus lourd, il est possible d'obtenir des plus grandes vitesses de soudure, un meilleur contrôle du magma plus grand, et une fusion plus complète à la racine de la soudure. De plus, à l'aide d'une flamme réductrice avec la technique en revers, un peu de métal non précieux est fondu tout en soudant un joint. La soudure en revers est rarement utilisée sur la tôle parce que la chaleur accrue produite dans cette méthode est susceptible d'entraîner la surchauffe et la combustion. En soudant l'acier avec une technique en revers et une flamme réductrice, l'absorption du carbone par une couche extérieure mince de métal réduit le point de fusion de l'acier. Ceci accélère l'exécution de soudure. POSITIONS DE SOUDURE. - Les quatre positions de soudure de base sont affichées sur le schéma 15-34. Également affichés sont quatre
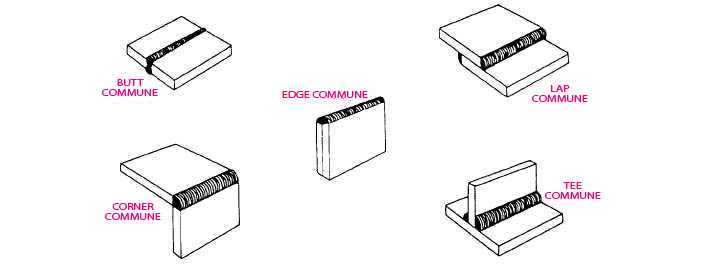
Le schéma 15-35. - Types de joints soudés. joints utilisés généralement. Notez que le joint faisant le coin et le joint plat sont classifiés comme soudures de cannelure, alors que la pièce en t et assemble à clin sont classifiées comme soudures d'angle. La soudure est toujours faite en position plate autant que possible. Il est beaucoup plus facile contrôler le magma, et la soudeuse peut fonctionner de plus longues périodes sans fatiguer. Tout à fait souvent il est nécessaire de souder en position supplémentaire, verticale, ou horizontale dans la réparation de matériel. La position plate est utilisée quand le matériel doit être étendue à plat ou presque à plat et être soudé sur le dessus. Le chalumeau est dirigé vers le bas vers le travail. Cette soudure peut être faite par l'avant-main ou technique de revers. La position supplémentaire est utilisée quand le matériel doit être soudé sur le côté en dessous, avec la torche dirigée vers le haut vers le travail. Dans la soudure supplémentaire, vous pouvez garder le magma du fléchissement si vous ne le laissez pas devenir trop grand ou assumer la forme d'une grande baisse. La tige est utilisée pour contrôler le magma fondu. Vous ne devriez pas permettre au volume de la flamme de dépasser cela prié pour obtenir une bonne fusion du métal non précieux avec la tige de remplisseur. Moins de chaleur est exigée dans une soudure supplémentaire parce que la chaleur monte naturellement. La position horizontale est utilisée quand la ligne de la soudure exécute horizontal à travers un échantillon d'ouvrage, et la torche est dirigée au matériel en position horizontale horizontale ou proche. La soudure est faite de droite à gauche à travers le plat (pour la soudeuse droite). La flamme est inclinée vers le haut sous un angle de 45 à 65, et la soudure est faite avec une technique normale d'avant-main. Ajouter la tige au dessus du magma empêchera le métal fondu du fléchissement au bord inférieur du petit programme. Si le magma est d'avoir la plus grande possible cohésion, il ne devrait pas être permis de devenir trop chaud. Dans une soudure verticale, on doit compter la pression exercée par la flamme de torche au moment en grande partie pour supporter le magma. Il est important de garder le magma de devenir trop chaud, et d'empêcher l'à fonte d'exécuter hors du magma sur la soudure de finition. Il peut être nécessaire d'enlever la flamme du magma pendant un instant pour empêcher surchauffer, et puis le retour il au magma. Des soudures verticales sont commencées au bas, et le magma est porté vers le haut avec un mouvement d'avant-main. L'extrémité devrait être inclinée de 45 à 60, de l'angle précis selon l'équilibre désiré entre la pénétration correcte et du contrôle du magma. La tige est ajoutée du dessus et devant la flamme avec une technique normale d'avant-main. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous