|
|
SOUDURE D'ARC À TUNGSTÈNE DE GAZ La soudure d'arc à tungstène (GTA) de gaz est un procédé de soudure à l'arc électrique qui produit la coalescence des métaux en les chauffant avec un arc électrique entre une électrode non-consommable de tungstène et le métal non précieux. La cosse de soudure, l'arc, l'électrode, et la section passionnée des parties de travail sont protégés contre la contamination atmosphérique par un bouclier gazeux ; autrement, l'oxygène et l'azote atmosphériques combineront avec le métal et le résultat de soudure fondus dans une soudure faible et poreuse. Le gaz de armature est habituellement un gaz inerte, tel que l'hélium, l'argon, ou un mélange des gaz. L'électrode utilisée dans la soudure de GTA est généralement tungstène ou un alliage de tungstène parce que d'autres métaux réfractaires éroderaient trop rapidement à températures élevées d'arc impliquées. Les soudures de GTA sont plus fortes, plus malléables, et plus anticorrosion que d'autres types de soudures d'arc. La zone de soudure a 100 pour cent de protection contre l'atmosphère ; donc, aucun flux n'est exigé. Puisqu'aucun flux n'est exigé, il élimine des inclusions de flux ou de scories dans la soudure, et il n'y a aucune étincelle, vapeur, ou éclaboussure. Avec la soudure de GTA, la chaleur de soudure, quantité de pénétration, et la forme de petit programme peut être très exactement contrôlée, et la surface de petit programme est lisse et uniforme. Machines de soudure N'importe quelle machine de soudure standard de C.C ou à C.A. peut être utilisée pour fournir le courant pour la soudure d'arc à tungstène de gaz. Cependant, il est important que le générateur ou le transformateur aient le bon contrôle actuel dans le bas intervalle. C'est nécessaire pour mettre à jour un arc stable, particulièrement en soudant les matériaux minces de mesure. Les machines particulièrement conçues avec tous les contrôles nécessaires sont disponibles pour la soudure d'arc à tungstène de gaz. Plusieurs des blocs d'alimentation sont faits pour produire le courant alternatif et le courant de C.C. Le choix d'une machine à C.A. ou de C.C dépend de quelles caractéristiques de soudure peuvent être exigées. Quelques métaux sont
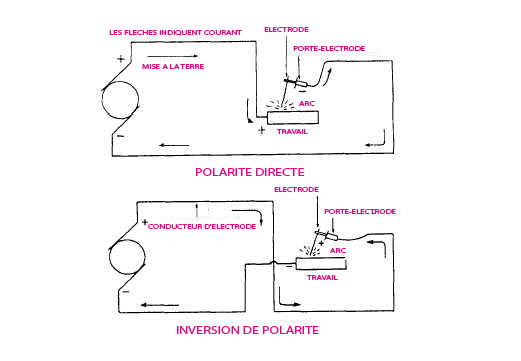
Le schéma 15-43. - Polarité droite et inverse dans le soudage électrique. s'est joint plus facilement au courant à C.A., alors que d'autres obtiennent de meilleurs résultats quand le courant de C.C est utilisé. Courants de soudure Avec le courant continu le circuit de soudure peut être la polarité droite de C.C (DCSP) ou la polarité inverse de C.C (DCRP). Quand la machine est placée pour la polarité droite, l'écoulement des électrons est de l'électrode au plat, qui crée la chaleur considérable dans le plat. Dans la polarité inverse, l'écoulement des électrons est du plat à l'électrode, de ce fait entraînant une plus grande concentration de la chaleur à l'électrode. Voir le schéma 15-43. La forte chaleur à l'électrode tend à fondre outre de la fin de, de l'électrode et peut souiller la soudure. Par conséquent, pour n'importe quel courant donné, la polarité inverse de C.C exige une électrode de plus grand diamètre que la polarité droite de C.C. Par exemple, une électrode de tungstène du diamètre 1/16-inch normalement peut manipuler environ 125 ampères dans un circuit droit de polarité. Cependant, si la polarité inverse est utilisée avec cette quantité de courant, l'extrémité de l'électrode fondra hors fonction. En conséquence, une électrode du diamètre 1/4-inch sera exigée pour manipuler 125 ampères du courant de soudure. La polarité affecte également la forme de la soudure. La polarité droite produit un étroit, soudure profonde, tandis que polarité inverse avec sa électrode de plus grand diamètre et formes plus à faible intensité une soudure large et peu profonde. Par conséquent, la polarité droite de C.C est utilisée pour souder la plupart des métaux parce que de meilleures soudures sont réalisées. La chaleur étant concentré au plat, le procédé de soudure est plus rapide, et il y a moins de déformation du métal non précieux. Le courant alternatif, soudure (ACHF) à haute fréquence est une combinaison de polarité droite de C.C et de polarité inverse de C.C. Un demi- du cycle complet à C.A. est DCSP et l'autre moitié est DCRP. Malheureusement, les oxydes, l'échelle, et l'humidité sur la partie de travail tendent souvent à empêcher le plein écoulement du courant dans la direction inverse de polarité. Si pas actuel quelqu'ont entré dans la direction inverse de polarité pendant une exécution de soudure, l'interruption partielle ou complète de l'écoulement actuel ferait être instable et sortir parfois l'arc. Pour empêcher ceci, les machines de soudure à C.A. incorporent une unité actuelle à haute fréquence d'écoulement. Le courant à haute fréquence peut brancher l'intervalle entre l'électrode et la partie de travail, perçant l'à pellicule d'oxyde et formant un chemin pour que le courant de soudure coule.
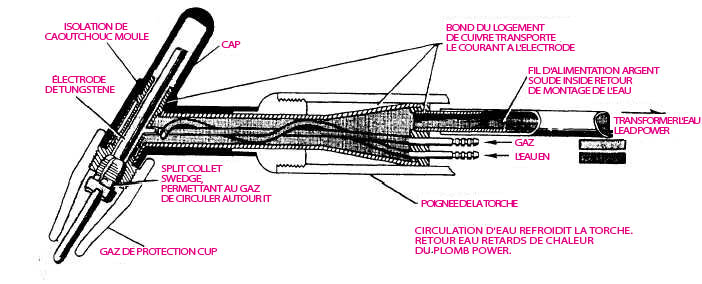
Le schéma 15-44. - Chalumeau à refroidissement par eau typique de GTA. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous