|
|
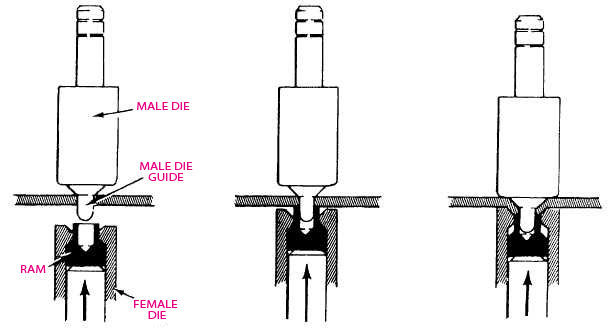
Outils de fraisage de fossette La fossette fraisant fait à l'aide du mâle et la femelle meurt. Les femelles meurent, représenté sur le schéma 13-14, contiennent une mémoire vive à ressort qui aplatit le bas de la fossette pendant qu'elle est formée. Ceci empêche des fissures de former autour de la fossette. La formation d'une fossette est une exécution de dépliement et s'étendante combinée. Une courbure circulaire est formée autour du trou. Comme dans n'importe quelle exécution de dépliement, la force de tension sur le côté supérieur de la courbure (rupture) crée le rayon à la jonction du premier côté de deux surfaces-le de la feuille et du mur intérieur coudé de haut en bas de la dépression de fossette. Le bout droit se produit autour du trou pendant qu'il est déplacé de sa position initiale et replacé au bas de la fossette. Les femelles meurent doivent faire mourir un diamètre légèrement plus grand de cône que la dimension correspondante du mâle. Ceci tient compte de l'épaisseur matérielle et soulage le chargement de dépliement à la rupture afin d'éviter les fissures circulaires autour des bornes de la fossette. Comme une autre sauvegarde, un léger rayon est fait sur le femelle meurent à la jonction du premier visage avec la dépression de fossette. Des matrices de embrèvement sont faites pour correspondre à n'importe quels taille et degré de tête fraisée de rivet disponible. Les matrices sont numérotées, et la combinaison correcte des matrices à utiliser est indiquée dans les diagrammes spécifiques par le constructeur. Le mâle et les matrices femelles sont usinés exactement et ont fortement poli des surfaces. Quand vous embrévez un trou, placez le matériel sur le femelle meurent et insèrent le mâle meurent dans le trou à embréver. Les matrices sont généralement rassemblées, formant la fossette par une force mécanique ou pneumatique. Pendant que de plus nouveaux alliages d'aluminium étaient développés pour augmenter le cisaillement et la résistance à la traction, il est devenu plus difficile les former, puisque ces alliages sont plus durs et plus fragiles. Ces alliages d'aluminium sont sujets à la fissuration une fois formés ou froid embrévé. Pour cette raison, il est nécessaire d'utiliser un processus de embrèvement chaud. L'application de chaud embrévant aux matériaux les aides plus fragiles réduisent la fissuration. La chaleur est appliquée au matériel par les matrices, qui sont mises à jour à une température spécifique par les appareils de chauffage électriques. La chaleur est transférée au matériel à embréver seulement momentanément, et aucune des caractéristiques de chaleur-festin du matériel n'est détruite. Il y a plusieurs modèles des machines de embrèvement utilisées dans la marine, des modèles encombrants de plancher au matériel portatif. Un des types portatifs les plus populaires est affiché sur le schéma 13-15. Fondamentalement, il a trois unités : l'unité de commande de embrèvement, le presse-fruits de embrèvement, et l'arme à feu thermo de fossette. L'unité de commande de embrèvement est une petite unité compacte conçue pour régler la fossette meurent les températures, prepressure, temps de pause, et pression de formation finale.
Le schéma 13-14. - Fraisage de fossette.
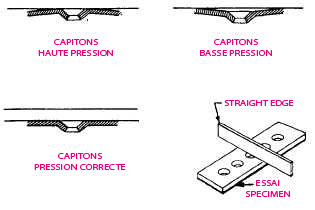
Le schéma 13-15. - Kit de embrèvement chaud. Cette même unité est utilisée avec le presse-fruits de embrèvement chaud et l'arme à feu thermo de fossette. Le presse-fruits de embrèvement chaud est conçu pour l'usage où l'exécution stationnaire de presse-fruits est irréaliste ou impossible. Il est capable de fonctionner toutes les mesures matérielles jusqu'à 0,091 de pouce. Le presse-fruits est conçu pour embréver dans les zones qui sont inaccessibles à d'autres types de matériel. Le mâle et les matrices femelles sont indépendamment chauffés par les appareils de chauffage électriques. Les appareils de chauffage produisent un peu d'échauffement et temps de rétablissement. Les mâles meurent sont réglables pour fournir la compression maximum sur toutes les mesures de matériel. L'unité a également une caractéristique de refroidissement. L'arme à feu thermo de fossette est utilisée pour embréver au centre des panneaux et dans ces zones autrement inaccessibles au matériel de embrèvement stationnaire. Quand elle est utilisée sur les avions, l'arme à feu thermo de fossette pilote la fossette par l'extérieur tandis que les femelles meurent et barre de chariot sont utilisés sur l'intérieur. L'arme à feu thermo de fossette est air refroidi. Ceci élimine le besoin de gants résistants à la chaleur encombrants. Cet outil est petit, compact, bien équilibré, et facile à manipuler. Avant d'ajuster l'unité de commande à l'embrèvement, vous devriez se référer au diagramme de temps de pause de fabriquants d'équipement. Quand vous installez n'importe quel matériel de embrèvement, suivez la procédure pas à pas tracée les grandes lignes dans l'opération et le manuel de maintenance fournis avec le matériel. Puisque les types de matériel varient, il est irréaliste de spécifier une procédure standard ; cependant, il y a quatre conditions générales d'une fossette, et en examinant chacun, il est possible de dénoter l'établissement inexact du matériel. 1. Acuité de définition. Il est possible d'entrer une fossette avec une rupture pointue de la surface dans la fossette. L'acuité de la rupture est contrôlée par deux choses : la quantité de pression et de l'épaisseur matérielle. 2. État de fossette. La fossette doit être contrôlée les fissures ou les imperfections qui pourraient être provoquées par les matrices endommagées ou modifiées, ou par le chauffage inexact. 3. Halage de matériel. La quantité de halage peut être tenue sur un minimum si la configuration correcte de pression est tenue. En embrévant une bande avec de la trop de pression, la bande tend à former une forme convexe, suivant les indications du schéma 13-16. Quand de la pression insuffisante est utilisée, elle tend à former une forme concave. Ceci peut être contrôlé à l'aide d'un bord droit.
Le schéma 13-16. - Contrôle de la pression atmosphérique de matériel de fossette. 4. Aspect général. La fossette bechecked avec l'attache qui doit être utilisée, le veillant répond à l'exigence de flushness. C'est important parce que le mauvais type ou la taille des matrices sont parfois employés par erreur. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous