|
|
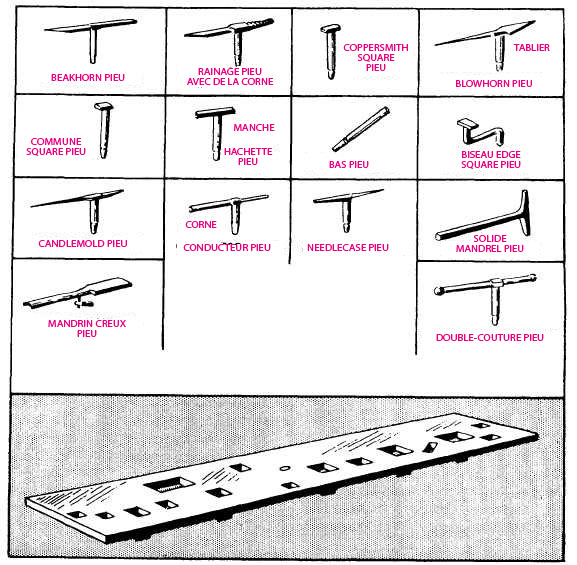
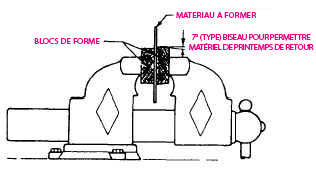
TÔLE DE DÉPLIEMENT Des courbures et les plis à ligne directe en tôle sont d'habitude faits sur le répertoire de frein et de barre de chapiteau ; cependant, une quantité considérable de dépliement est également terminée par des méthodes de main-formation. La formation de main peut faire à l'aide des investissementx, des blocs de bois, du fer d'angle, d'un étau, ou du bord d'un banc. Dépliement au-dessus des investissementx Des investissementx sont utilisés pour sauvegarder la tôle pour former beaucoup de de différents courbes, angles, et coutures. Les investissementx sont disponibles dans une grande variété de formes, certains dont sont affichés sur le schéma 13-33. Les parts sont détenues sécurisé dans un support d'investissement ou un plat d'investissement, qui sont ancrés dans un établi. Le support d'investissement contient un grand choix de trous pour adapter un certain nombre de différents types de jambes. Bien que les investissementx soient nullement sensibles, ils doivent être manipulés avec diligence raisonnable. Ils ne devraient pas être utilisés comme support quand vous ciselez des trous ou des entailles en tôle. Dépliement dans un étau Des courbures à ligne directe des sections comparativement courtes peuvent être faites à la main à l'aide des tas en bois ou en métal de cambrage. Après que la pièce ait été présentée et coupe pour classer, vous devriez la maintenir suivant la ligne de courbure entre deux blocs de forme, qui sont tenus dans un étau. Les blocs de forme ont habituellement un bord arrondi pour donner le rayon de cintrage désiré. Voir le schéma 13-34. En tapant légèrement avec un caoutchouc, le plastique, ou le maillet de cuir vert, déplient le métal dépassant au delà du tas de cambrage à l'angle désiré. Vous devriez graduellement faire la courbure même. Commencez à taper à une extrémité et fonctionnez dans les deux sens le long du bord. Continuez ce processus jusqu'à ce que le métal saillant soit déplié à l'angle désiré. Si un grand nombre de métal étend au delà des tas de cambrage, vous devriez mettre à jour assez de pression manuelle contre la feuille saillante d'empêcher le métal de rebondir. Retirez n'importe quelle irrégularité dans la bride en tenant un bloc droit de bois dur de côté contre la courbure et en le frappant avec les coups lourds d'un marteau ou d'un maillet. Si la quantité de métal dépassant au delà des tas de cambrage est petite, faites la courbure entière à l'aide du bois dur bloquer et d'un marteau. Les pièces à flasque incurvées ont des lignes de moule qui sont concaves ou convexes. La bride concave est constituée par l'étirage, alors que la bride convexe est
Le schéma 13-33. - Investissementx et plat d'investissement. formé par le rétrécissement. De telles pièces sont formées à l'aide des blocs de forme de bois dur ou en métal. Ces blocs sont faits dans les paires et spécifiquement pour la forme de la pièce étant formée. Chaque paire se conforme à la dimension et à la découpe réelles de l'article de finition. Vous devriez couper le matériel à former pour classer, permettant environ un quart pouce de matériel excédentaire pour l'équilibre. Le fichier et lissent les bords du matériel pour retirer toutes les entailles provoquées par les couteaux. Ceci réduit la possibilité du matériel fendant aux bords pendant l'exécution de formation. Placez le matériel entre les blocs de forme et maintenez-le dans un étau de sorte que le matériel ne se déplace pas ou ne décale pas. Maintenez le travail aussi près que possible à la zone particulière étant formée pour empêcher la tension sur le bloc de forme et pour garder le matériel du glissement.
Le schéma 13-34. - Préparation pour la courbure droite à la main. Des surfaces concaves sont constituées en étirant le matériel au-dessus d'un bloc de forme. Voir le schéma 13-35. Vous devriez utiliser un maillet de plastique ou de cuir vert avec un visage lisse et légèrement arrondi pour commencer à marteler aux extrémités de la pièce, et puis continuez vers le centre de la courbure. Cette procédure permet à une partie du matériel à la fin de la pièce d'être fonctionnée dans le centre de la courbe où elle sera nécessaire. Continue martelant jusqu'à ce que le métal soit graduellement fonctionné vers le bas au-dessus de la bride et du flux entiers avec le bloc de forme. Après que la bride soit formée, équilibrez outre du matériel excédentaire et examinez la pièce pour assurer l'exactitude. Des surfaces convexes sont constituées en rétrécissant le matériel au-dessus d'un bloc de forme. Voir le schéma 13-36. Vous devriez employer un maillet craintif en bois ou en plastique et un bloc de sauvegarde ou de cale pour commencer à marteler au centre de la courbe, et puis travaillez vers les deux extrémités. Martelez la bride vers le bas au-dessus de la forme en frappant le métal avec les coups jetants un coup d'oeil sous un angle d'approximativement 45 degrés. Vous devriez utiliser un mouvement qui tendra à tirer la partie à partir du rayon du bloc de forme. Le bloc de cale est employé pour maintenir le bord de la bride aussi presque perpendiculaire au bloc de forme comme possible. Le bloc de cale diminue également la possibilité de boucler, de dédoubler, ou de fendre le métal. Une autre méthode de main formant les brides convexes est d'utiliser une barre ou une courroie de fil de sortie. Le matériel, qui est fixé dans le bloc de forme, est heurté par la courroie de fil de sortie. La courroie prend la configuration de la pièce étant formée et des forces il vers le bas contre le bloc de forme. Un avantage de cette méthode est le métal est formé sans troubler ou rider et n'est pas aminci autant qu'il serait par d'autres méthodes de formation de main. Cette méthode est également illustrée sur le schéma 13-36. Après que la bride soit constituée par l'un ou l'autre de méthode, équilibrez outre du matériel excédentaire et examinez la pièce pour assurer l'exactitude. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous