|
|
SOUDURE Apprentissage de l'objectif : Identifiez les qualifications et le processus d'homologation nouvelle pour devenir une soudeuse certifiée. La soudure est la plus pratique des nombreux des processus de jointure en métal disponibles aux avionneurs. Le joint soudé offre la rigidité, simplicité, bas poids, de haute résistance, et matériel de production bon marché. En conséquence, soudant a été universellement adopté dans le bâtiment de tous les types d'avions. Beaucoup de pièces structurelles, aussi bien que pièces nonstructural, sont jointes par une certaine forme de la soudure, et la réparation de ces beaucoup de pièces est une partie indispensable d'entretien des avions. QUALIFICATIONS DES SOUDEUSES Pour l'avancement, vous devriez être au courant de l'exécution de l'appareil à souder et des matériaux. Vous devriez également pouvoir exécuter la soudure simple, soudant, soudant, et coupant des exécutions sur les métaux ferreux et non ferreux. Pour souder sur les pièces structurelles d'avions, vous devez être un soudeur certifié. Pour être certifié comme soudeuse d'avions, vous devez passer un essai de qualification effectué en présence d'un inspecteur de marine. Le dépassement de cet essai vous a droit à un certificat signé par l'inspecteur certifiant que vous êtes capable de la soudure la classe du matériel et le type de soudure a indiqué sur le certificat. Les dépôts de l'aéronavale ont des programmes de formation au profit de ceux qui désirent qualifier comme soudeuses d'avions, et ils ont des équipements pour le test. HOMOLOGATION NOUVELLE DES SOUDEUSES Seulement les soudeuses aéronautiques actuel certifiées peuvent souder sur le matériel aéronautique. La certification initiale est atteinte par l'achèvement satisfaisant des cours de formation de marine N-701-0007 et/ou N-701-0009, comme applicable. La certification peut également être obtenue par l'achèvement satisfaisant documenté de la formation équivalente selon les soudeuses niveau IMA de matériel aéronautique est de 3 ans. La compétence de mise à jour exige la fréquence de l'utilisation documentée, comme spécifique en Na 01-1A-34. Le manque de mettre à jour la compétence dans n'importe quels groupes de métaux mettra fin à la certification actuelle dans cela/ces groupes. L'homologation nouvelle est normalement accomplie localement en produisant les soudures acceptables d'essai et en soumettant ces soudures à l'organisme de soudure autorisé le plus proche d'examen et d'évaluation. Les organismes d'examen et d'évaluation doivent terminer le test exigé des spécimens de soudure d'essai et fournir les résultats de test et la documentation d'homologation nouvelle, comme appropriée, aux soudeuses affectées commandez moins de 30 jours de la réception de soudures d'essai. Des procédures détaillées pour obtenir des plats, production et soumission des soudures d'essai, et documentation d'essai sont contenues en Na 01-1A-34. TYCOMs/accès peut étendre la certification actuelle des soudeuses pour un maximum de 90 jours dans les cas où des soudures d'essai ont été soumises mais des résultats et la documentation d'homologation nouvelle n'ont pas été reçus de l'organisme conscient d'examen et d'évaluation. On permet à des soudeurs dont les spécimens d'essai n'arrivent pas à atteindre des conditions minimum un contre-essai. Ce contre-essai exigera la soumission d'un double ensemble de soudures d'essai des groupes échoués de métaux au même organisme d'examen et d'évaluation qui a échoué les soudures d'essai d'abord soumises. Les organismes d'examen et d'évaluation de soudure expédieront de doubles ensembles de plats d'essai à la commande échouée de soudeuses en même temps que l'avis de la panne. Des soudures d'essai de contre-essai doivent être terminées et soumises moins de 30 jours de la réception de l'avis de la panne des premières soudures d'essai. Le manque de toutes les soudures d'essai de contre-essai de répondre à des exigences minimum exigera du soudeur d'une manière satisfaisante complet les cours de formation de marine N-701-0008/N-701-0010, comme applicable, de recertify. Les soudeuses de matériel aéronautique peuvent souder seulement sur le matériel, les composants, et les postes construits du groupe de métaux pour lesquels elles sont actuel certifiées et pour quelles réparations de soudure sont autorisées par les publications ou les directives techniques applicables. Groupes de métaux
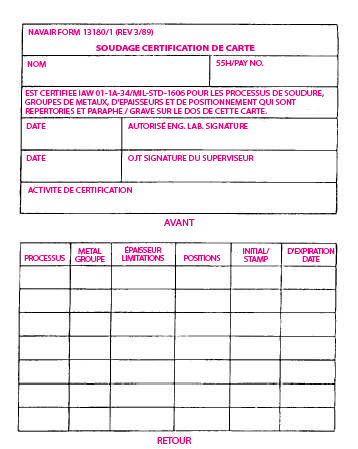
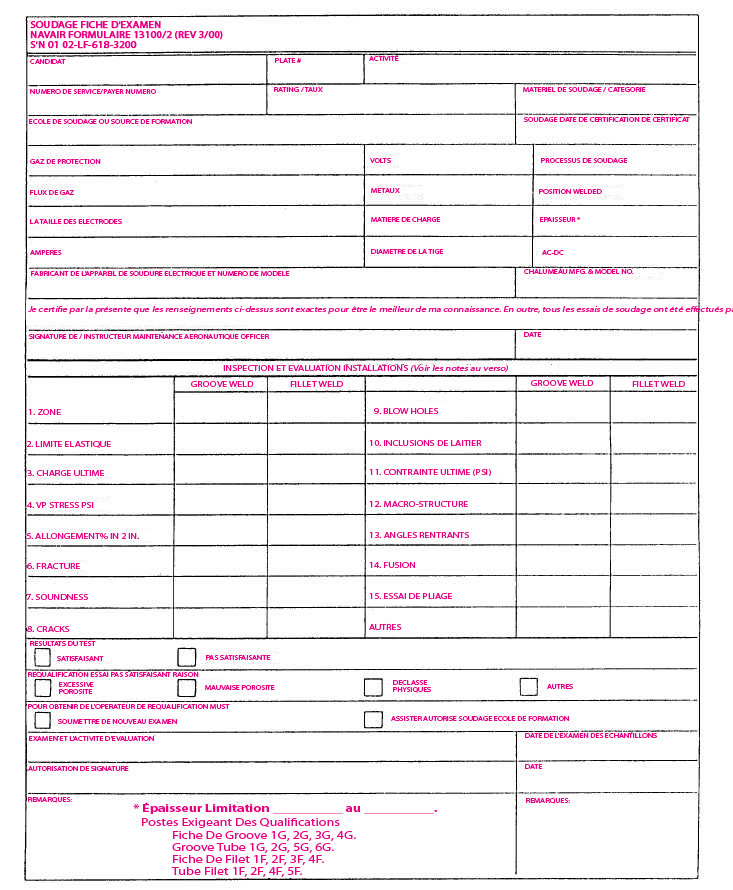
Le schéma 15-20. - Certification de soudure NAVAIR 13100/1). pour ce que distinct et la certification distincte est exigé sont spécifiés en Na 01-1A-34. La certification distincte est également exigée pour le processus de soudure d'oxyfuel. Na 01-1A-34 contient à qualification des informations complémentaires et de conseils, à certification/à homologation nouvelle, et à emploi relatifs des soudeuses de matériel aéronautique. C'est, cependant, un manuel technique de série générale destiné pour être utilisé conjointement avec l'OPNAV 4790.2E et avec la maintenance spécifique/manuels de réparation/révision/documents d'ingénierie. En cas de conflit entre Na 01-1A-34 et l'OPNAV 4790.2E concernant la politique d'homologation nouvelle de certification, l'OPNAV 4790.2E a la priorité. QA/A est responsable de contrôler la certification/homologation nouvelle de soudeuse de matériel aéronautique. Référez-vous à l'OPNAV 4790.2E pour des détails. Un certificat de soudure (carte d'opérateurs), NAVAIR 13100/1, sera délivré pour chaque catégorie matérielle dans laquelle la soudeuse est qualifiée. Le certificat de soudure sera complété, daté, et signé par un représentant autorisé d'une installation d'examen. Le schéma 15-20 fournit un échantillon du certificat de soudure. Les schémas exposition 15-21 et 15-22 un archive d'examen de soudure témoin (NAVAIR 13100/2) et instructions.
Le schéma 15-21. - Archive d'examen de soudure (NAVAIR 13100/2) (avant).
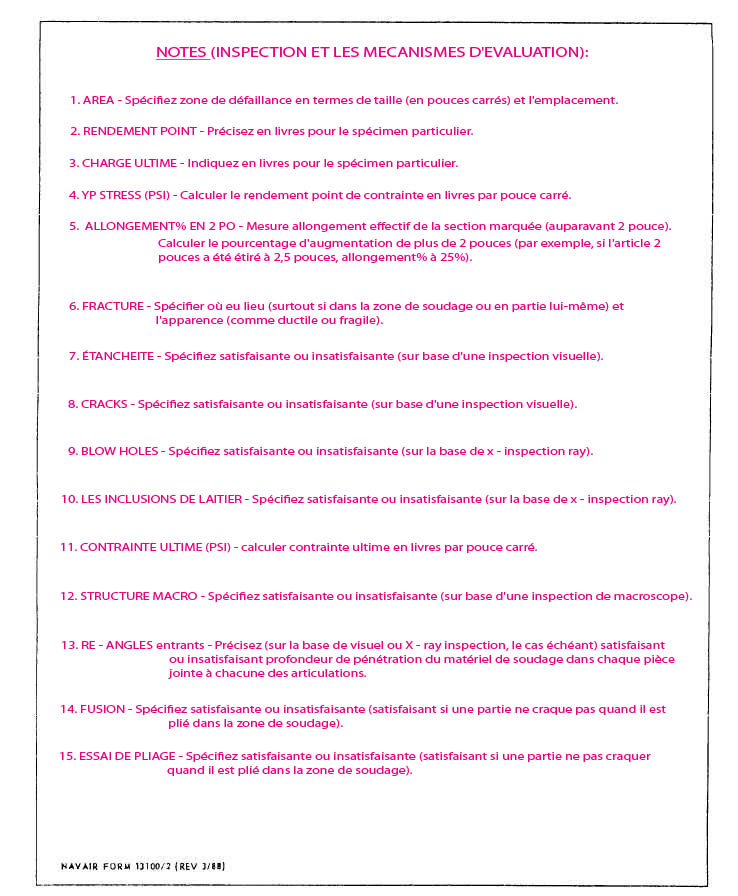
Figure15-22. - Archive d'examen de soudure (NAVAIR 13100/2) (arrière).
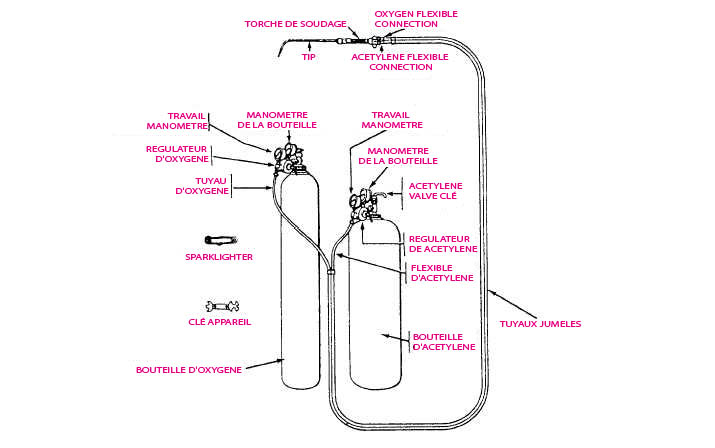
Le schéma 15-23. - Matériel portatif de soudure oxyacétylénique et de coupe. SOUDURE OXYACÉTYLÉNIQUE La soudure oxyacétylénique est un procédé de soudage à gaz. Une coalescence ou une obligation est produite par la chauffage avec une flamme ou des flammes de gaz obtenues à partir de la combustion de l'acétylène avec l'oxygène, avec ou sans l'application de la pression, et avec ou sans l'utilisation du métal de remplissage. Un chalumeau est utilisé pour mélanger les gaz dans les proportions appropriées et pour diriger la flamme contre les pièces pour être soudé. Les bords fondus des pièces coulent alors littéralement ensemble et, après refroidissement, forment une partie solide. Habituellement, il est nécessaire d'ajouter le matériel supplémentaire au joint. Le matériel correct sous la forme de tige est plongé dedans et fond avec le magma du métal fondu des pièces de métal de base. L'acétylène est très utilisé comme gaz combustible en raison de sa température élevée de flamme une fois mélangé à l'oxygène. La température, qui s'étend approximativement de 5.700 à 6,300F, est jusqu'ici au-dessus du point de fusion de tous les métaux commerciaux qu'elle fournit des moyens pour le rapid, fonte localisée essentielle dans la soudure. La flamme oxyacétylénique est également utilisée en coupant les métaux ferreux. Les méthodes de soudure oxyacétylénique et de coupe sont très utilisées par tous les types d'activités de maintenance parce qu'il est facile régler la flamme, les gaz peuvent être produites économiquement, et le matériel peut être transporté facilement et sans risque. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous