|
|
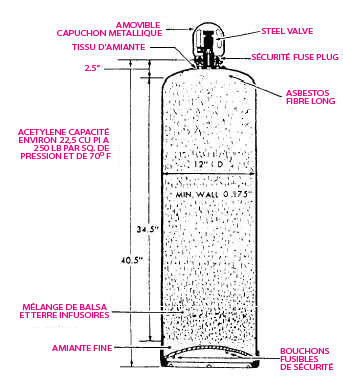
CYLINDRES D'ACÉTYLÈNE. - L'acétylène enregistré dans un état libre sous pression de plus grandes que 15 PSIs peut être fait pour décomposer par la chaleur ou pour choquer et éclater probablement. Sous pression de 29,4 PSIs, l'acétylène devient auto-explosif, et un léger choc le fera éclater spontanément. Cependant, une fois dissous en acétone, il
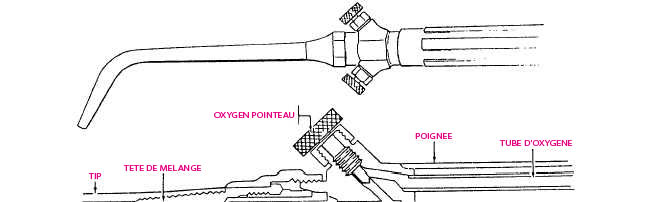
Le schéma 15-27. - Cylindre d'acétylène. peut être comprimé dans des cylindres aux pressions jusqu'à 250 PSIs. Le cylindre d'acétylène (fig. 15-27) est rempli de matériaux poreux, tels que le bois de balsa, le charbon de bois, et l'amiante déchiqueté, pour diminuer la taille des espaces ouverts dans le cylindre. L'acétone, un liquide sans couleur et inflammable, est ajoutée jusqu'à ce qu'environ 40 pour cent du matériel poreux soient remplis. Le remplisseur agit en tant que grande éponge pour absorber l'acétone, qui, consécutivement, absorbe l'acétylène. Dans ce processus, le volume de l'acétone augmente pendant qu'il absorbe l'acétylène, tandis qu'acétylène, étant un gaz, diminutions de volume. Les cylindres d'acétylène sont équipés des prises de sécurité, qui ont un petit trou par le centre. Ce trou est rempli d'alliage en métal, qui fond approximativement à 212F ou à releases à 500 PSIs. Quand un cylindre est surchauffé, la prise fondra et permettra à l'acétylène de s'échapper avant qu'une pression dangereuse puisse s'accumuler. Le trou de prise est trop petit pour permettre à une flamme de brûler de nouveau dans le cylindre si l'acétylène de évasion devient mis à feu. CHALUMEAUX. - Le chalumeau oxyacétylénique est utilisé pour mélanger le gaz de l'oxygène et d'acétylène dans les proportions appropriées, et pour contrôler le volume de ces gaz brûlés à l'extrémité de soudure. La torche a deux soupapes à pointeau, une pour ajuster l'écoulement de l'acétylène et l'autre à ajuster l'écoulement de l'oxygène. En outre, il y a deux tubes, un pour l'oxygène et l'autre pour l'acétylène ; une tête de mélange ; mamelons de prise pour la connexion des tuyaux ; une extrémité ; et un traitement. Les tubes et
Le schéma 15-28. - Tête de mélange pour le chalumeau de type injecteur.
Le schéma 15-29. - Torche égale de soudage par pression. le traitement sont faits de laiton dur sans couture, alliage de cuivre-nickel, acier inoxydable, ou d'autres métaux non-corrosifs de force adéquate. Il y a deux types du type de torchesthe de soudure à basse pression ou d'injecteur et du type d'égal-pression. Dans le type à basse pression ou d'injecteur (fig. 15-28), la pression d'acétylène est moins de 1 PSI. Un jet de l'oxygène à haute pression est utilisé pour produire un effet d'aspiration pour dessiner dans la quantité exigée d'acétylène. Ceci est accompli par la conception du mélangeur dans la torche, qui traite le principe d'injecteur. Les extrémités de soudure peuvent ou peuvent ne pas avoir les injecteurs distincts conçus intègralement avec chaque extrémité. La torche égale de pression (fig. 15-29) est conçue pour fonctionner avec des pressions égales pour l'oxygène et l'acétylène. La pression s'étend de 1 à 15 PSIs. Cette torche a certains avantages par rapport au type à basse pression parce que la flamme peut plus aisément être ajustée, et puisque des pressions égales sont utilisées pour chaque gaz, la torche est moins susceptible des retours en arrière. Les extrémités de soudure sont faites en dur, de cuivre dessiné et électrolytique ou 95 pour cent d'en cuivre et 5 pour cent de tellurium. Elles sont faites dans divers styles et des types, certains qui ont une extrémité en un seul morceau avec un orifice simple ou un certain nombre d'orifices, et d'autres avec deux extrémités ou plus fixés à une tête de mélange. Les diamètres des orifices d'extrémité diffèrent pour contrôler la quantité de la chaleur et du type de flamme. Ces tailles d'extrémité sont indiquées par les nombres qui sont arrangés selon le système individuel de constructeurs. Généralement plus le nombre est petit, plus l'orifice d'extrémité est petit. N'importe ce que l'extrémité de type ou de taille vous choisissent, l'extrémité doit être maintenue propre. Tout à fait souvent l'orifice devient obstrué avec des scories. Quand ceci se produit, la flamme ne brûlera pas correctement. Examinez l'extrémité avant que vous l'utilisiez. Si le passage est obstrué, vous pouvez l'effacer avec des décapants d'extrémité de fil du diamètre approprié, ou avec le câblage cuivre mou. Des extrémités ne devraient pas être nettoyées avec des exercices de machinistes ou d'autres instruments pointus. Ces dispositifs peuvent agrandir ou rayer l'ouverture d'extrémité et considérablement réduire l'efficacité de l'extrémité de torche. TUYAU. Le tuyau utilisé pour établir le rapport entre la torche et les régulateurs est fort, non poreux, léger, et flexible pour rendre les mouvements de torche faciles. Il est fait pour résister à des pressions internes élevées, et le caoutchouc utilisé dans sa fabrication est chimiquement traité pour enlever le soufre pour éviter le danger de la combustion spontanée. Le tuyau de l'oxygène est VERT, et le tuyau d'acétylène est ROUGE. Le tuyau est un tube en caoutchouc avec des renforts tressés ou enveloppés de coton ou de rayonne et une bâche en caoutchouc. Les tuyaux ont des connexions à chaque extrémité ainsi ils peuvent être connectés à leurs connexions respectives de débouché de régulateur et de prise de torche. Pour empêcher un échange dangereux des tuyaux d'acétylène et d'oxygène, toutes les garnitures filetées utilisées pour la liaison d'acétylène sont les fils de discussion gauchers, et toutes les garnitures filetées pour la liaison de l'oxygène sont les fils de discussion droitiers. Les tuyaux sont accessibles comme tuyau simple pour chaque gaz ou avec les tuyaux métallisés ensemble sur leur longueur sous une veste en caoutchouc externe commune. Ce type empêche le tuyau de se nouer ou de devenir empêtré pendant l'exécution de soudure. ALLUMEURS. - Un allumeur de silex est donné pour mettre à feu la torche. L'allumeur se composent d'une partie fichier fichier d'acier, habituellement enfoncée dans un dispositif cuplike, et d'une partie de silex qui peut être dessinée à travers l'acier, qui produit les étincelles exigées pour allumer la torche. AVERTISSEMENT Des correspondances devraient ne jamais être employées pour mettre à feu une torche ; leur longueur exige apporter la main trop étroitement à l'extrémité pour mettre à feu le gaz. Le gaz accumulé peut enveloppe la main et, une fois mis à feu, entraîne une brûlure grave. LUNETTES. - Des lunettes de soudure sont munies des objectifs colorés pour empêcher d'entrer la chaleur et les rayons légers et pour protéger les yeux contre les étincelles et le métal fondu. Indépendamment de la nuance de la lentille utilisée, des lunettes devraient être protégées par un verre de couverture clair. L'opérateur de soudure devrait choisir la nuance ou la densité de couleur qui est plus adaptée pour son travail particulier. La lentille désirée est la nuance la plus foncée qui affichera une définition précise du travail sans vue fatiguée. Les lunettes devraient s'adapter étroitement autour des yeux, et devraient être portées à tout moment pendant les exécutions de soudure et de coupe. Les lunettes spéciales, utilisant des objectifs standard, sont disponibles pour l'usage avec des lunettes. TIGES DE SOUDURE (DE REMPLISSEUR). - L'utilisation du type approprié de tige de remplisseur est très importante dans des exécutions de soudure oxyacétylénique. Ce matériel ajoute non seulement le renfort à la zone de soudure, mais ajoute également a désiré des propriétés à la soudure de finition. En choisissant le type approprié de tige, la résistance ou la ductilité à la traction peut être fixée dans une soudure. De même, on peut choisir des tiges qui aideront à maintenir la quantité désirée de résistance à la corrosion. Dans certains cas, une tige appropriée avec un point de fusion inférieur éliminera les fissures possibles de l'expansion et de la contraction. Des baguettes de soudage sont classifiées comme ferreuses et non ferreuses. Les tiges ferreuses comprennent des tiges d'acier de carbone et allié aussi bien que des tiges de fonte. Les tiges non ferreuses comprennent la soudure et les tiges en bronze, les tiges d'aluminium et d'alliage d'aluminium, les tiges de magnésium et d'alliage de magnésium, les tiges de cuivre, et les tiges d'argent. Le diamètre de la tige utilisée est régi par l'épaisseur des métaux étant joints. Si la tige est à petit, elle ne conduira pas la chaleur à partir du magma assez rapidement, et une soudure brûlée résultera. Une tige qui est au grand froid de volonté le magma. Comme en choisissant l'extrémité appropriée de chalumeau de taille, l'expérience permettra au soudeur de choisir la baguette de soudage appropriée de diamètre. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous