|
|
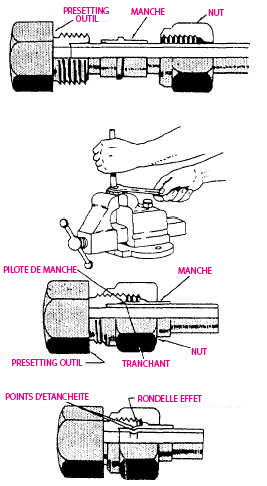
Montage sans flamme Préparer des extrémités de tube pour le montage sans flamme exige une exécution pré-établissante par lequel la douille soit placée sur la tuyauterie. Pré-établir est nécessaire pour former le joint entre la douille et le tube sans endommager le connecteur. Pré-établir devrait toujours être accompli avec un outil pré-établissant, tel que celui représenté sur le schéma 6-15. Ces outils sont usinés de l'acier à outils et durcis de sorte qu'ils puissent être utilisés avec un minimum de déformation et d'usure.
NOTE : Un connecteur de sans flamme-tube peut être utilisé comme outil pré-établissant en cas d'urgence. Cependant, quand des connecteurs sont utilisés en tant que pré-établir des outils, des connecteurs en aluminium devraient être utilisés seulement une fois, et des connecteurs en acier ne devraient pas être utilisés plus de cinq fois. Des procédures spéciales sont utilisées dans l'exécution pré-établissante. Choisissez la taille correcte pré-établissant l'outil ou un corps convenable sans flamme. Maintenez l'outil pré-établissant ou le corps convenable sans flamme dans un étau. Glissez un écrou et puis une douille sur le tube, et assurez-vous que le pilote et le tranchant de la douille est dirigé vers l'extrémité du tube. Choisissez le lubrifiant à partir du tableau 6-4, et lubrifiez les fils de discussion, le siège d'outil, et la douille convenables d'épaule. Placez l'extrémité de tube fermement contre le bas du siège pré-établissant d'outil, tout en lentement vissant l'écrou sur les fils d'outil avec une clé jusqu'au tube
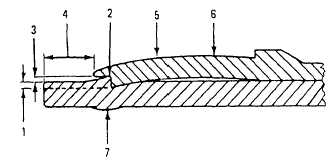
Figure douille de 6-16.Preset. ne peut pas être tourné avec le pouce et les doigts. En ce moment le tranchant de la douille saisit le tube et empêche la rotation de tube ; le montage est prêt pour la force de serrage finale requise pour placer la douille sur le tube. Serrez l'écrou au nombre de tours spécifiques dans NAVAIR 01-1A-20. Après avoir pré-établi, dévissez l'écrou de l'outil pré-établissant ou du corps convenable sans flamme ; contrôlez la douille et le tube (fig. 6-16). La lèvre de coupe de douille devrait être encastrée dans les tubes en dehors du diamètre entre 0,003 pouces et 0,008 pouces, selon la taille et le matériel de tuyauterie. Une lèvre de matériel de tube sera augmentée sous le pilote de douille. Le pilote de douille devrait entrer en contact ou être tout à fait près du diamètre extérieur du tube. La projection de tube du pilote de douille à l'extrémité de tube devrait être comme mentionnée dans le tableau 6-5. La douille devrait être cintrée légèrement. La douille peut tourner sur le tube et avoir un mouvement dans le sens de la longueur maximum de 1/64 pouce. La surface d'étanchéité de la douille, qui entre en contact avec Projection du Tableau 6-5.Tube de pilote de douille l'angle 24-degree du siège convenable de corps, devrait être lisse, exempt des scores, et ne devrait pas afficher les fissures dans le sens de la longueur ou circulaires. Les fissures de fendillage dans la finition ne sont pas néfastes à la sécurité ou à la fonction du montage. Le diamètre interne minimum de tube ne devrait pas être moins que des valeurs affichées dans le tableau 6-6. Ajournez les dissolvants de nettoyage 6-7.Alternate pour des Assemblées de tuyauterie et de tube
|
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous