|
|
VALVE AUTOMATIQUE DE RÉGLEUR DE FREIN Des essais ne sont pas exigés sur les différentes pièces de valve de régleur. Après démontage, le remplacement de nettoyage, d'inspection, de réparation ou de pièces, et le remontage complet ont été accomplis, exécutent un essai au banc pour déterminer si la valve de régleur de frein satisfait les caractéristiques minimum exigées. Démontage La valve de régleur de frein devrait être désassemblée selon des instructions contenues dans le manuel MIM et/ou 03. Contrôlez le câblage de sécurité avant le démontage pour accélérer refaire l'installation électrique après remontage. Nettoyage Nettoyez toutes les parties excepté l'insertion et les joints circulaires en nylon avec du dissolvant de nettoyage P-D-680. L'insertion et les joints circulaires seront normalement substitués sur chaque démontage de la valve. Parties sèches avec l'air comprimé sec, propre, filtré. AVERTISSEMENT N'inhalez pas les vapeurs dissolvantes ou ne dirigez pas l'air comprimé contre la peau. Le manque d'observer des mesures de sécurité appropriées a pu avoir comme conséquence la blessure au personnel. Inspection Exécutez les inspections sous une lumière forte et avec le rapport optique. Examinez tous les fils de discussion pour assurer les conditions croisées, remplies, ou éliminées. Examinez toutes les pièces pour déceler les entailles, les brouillons, le marquage, la corrosion, ou d'autres dommages. Examinez tous les passages forés pour déceler les obstructions. Remplacement de réparation ou de pièces Remplacez n'importe quelle partie qui est nuie ou ne fonctionne pas correctement. Pendant le remplacement et avant le remontage réel, enduisez légèrement toutes les pièces de l'huile de protection hydraulique ; assemblez les pièces tandis qu'elles sont humides. Remontage Le remontage est essentiellement l'inverse du démontage. Des directions pour le remontage sont fournies du manuel MIM et/ou 03. Essai au banc L'essai au banc se compose d'une série de pression de testsproof, de fente thermique, d'exécution d'ouverture de clapet-navette, d'exécution fermante de clapet-navette, et de fuite. Réalisez ces essais dans la commande mentionnée sur un banc d'essai, et pas tandis qu'elles sont installées dans les avions. Le banc d'essai utilisé doit être capable de fournir les fluides hydrauliques filtre par un filtre de 3 microns à une pression maximum de 2.250 PSIs. Effectuez les essais à une température ambiante de 70 à 90F et à une température liquide de 70 à 110F. Avant que vous commenciez l'essai, saignez tout l'air à partir de l'unité. Après avoir terminé l'essai, retirez la valve du banc. Videz avec l'huile de protection hydraulique, égouttement-drain, et branchez les ports. La date de traitement du dispositif de graduation le plus ancien devrait caoutchouc-stumped sur le corps de la valve, et l'unité togged avec la date et les résultats de l'essai. Pour réaliser l'essai de pression d'épreuve, appliquez-vous une pression d'épreuve hydrostatique de 2.250 PSIs au port (de retour) de ROUIR avec les ports de FREIN et de PMV (puissance/valve manuelle) interconnectés. Appliquez cette pression deux fois et tenez pendant une période 2 minute chaque fois. Il ne devrait y avoir aucune preuve de la fuite externe, de la panne, de la déformation, ou de la constante réglée. Réalisez l'essai thermique de fente en s'appliquant la pression graduellement au port de FREIN avec le ROUIR et les ports de PMV s'ouvrent jusqu'à ce que la valve fende. La pression résiduelle ne devrait pas être moins de 27 PSIs. De nouveau, augmentez graduellement la pression au port de FREIN jusqu'à ce que la valve fende. La pression d'ouverture devrait être entre 30 et 37 PSIs. Il ne devrait y avoir aucune fuite du port de PMV. NOTE : Pendant le voyage de piston par volume de fluide sera déplacé par le port de PMV. Seulement la partie de fluide déplacé qui dépasse 10 centimètres cubiques devrait être considérée comme fuite. Aucun ROUISSEZ le port le déplacement que liquide devrait être considéré fuite.
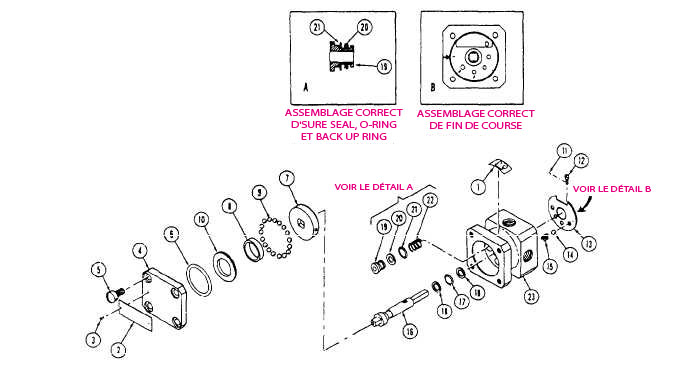
1. Décalque Le schéma 1245. - Le sélecteur de frein valve-a éclaté la vue. Cette procédure termine l'essai thermique de fente. En vue de l'essai d'exécution d'ouverture de clapet-navette qui suit, bloquez la pression résiduelle dans le port de FREIN utilisant un indicateur de pression comme prise. Avec le port de ROUIR ouvert et port de FREIN couvert, appliquez-vous la pression hydraulique main-pompée graduellement au port de PMV. Il devrait y a une hausse simultanée de pression de port de FREIN avec de la pression de port de PMV. À une pression de 60 à 80 PSIs dans le port de PMV, la pression dans le port de PMV et le port de FREIN devrait devenir égale. Une hausse progressive de pression de port de PMV à 1.500 PSIs devrait avoir comme conséquence une hausse proportionnée de la pression de port de FREIN. Aucun déplacement au port de ROUIR ne devrait être considéré fuite pendant cette phase de l'essai au banc. L'essai fermant d'exécution de clapet-navette commence par 1.500 PSIs de la phase précédente toujours appliquée au port de PMV. Ramenez la pression au port de PMV à 150 PSIs, et puis rapidement à 0 PSIs. L'exécution fermante est démontrée par la mise à l'air libre du fluide hydraulique du port de ROUIR pendant que la pression de PMV diminue de 20 PSIs à 0 PSIs. La phase finale de l'essai au banc est l'essai pour la fuite. Cette phase est commencée par 27 PSIs de pression hydraulique emprisonnée dans le port de FREIN. Il ne devrait y avoir aucune preuve de diminution de pression quand elle est mesurée pendant 3 minutes. Continuez l'essai avec le port de FREIN couvert et le port de ROUIR de la valve dans une position verticale. Remplissez cavité de port de ROUIR et appareil de mesure de fuite de fluide hydraulique. Apply main-a pompé la pression hydraulique de 30 à 37 PSIs au port de PMV. La fuite au port de ROUIR ne doit pas dépasser 0,5 centimètres cubiques par minute. Juste après l'application de la pression, mesurez la fuite pendant une période 3 minute. Négligez le déplacement de volume en raison de la transition de clapet-navette si la fuite n'est pas au-dessus de 0,5 centimètres cubiques par minute. Augmentez la pression à 125 PSIs et la mettez à jour pendant une période 3 minute. Il ne devrait y avoir aucune preuve de la fuite. Un accroissement plus ultérieur la pression à 1.500 PSIs et mettent à jour pour encore période 3 minute. Il ne devrait y avoir aucune fuite. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous