|
|
NETTOYAGE ET INSPECTION. La poussière et la poussière abrasive lâche sont enlevées à l'aide de l'air à basse pression, et toutes les pièces sont nettoyées dans un dissolvant de nettoyage P-D-680 et alors séchées avec un chiffon non pelucheux propre et. Toutes les pièces en métal sont visuellement examinées pour déceler les fissures, l'usure, ou d'autres dommages, comme spécifique dans la section « de réparation intermédiaire » du MIM. Quelques pièces peuvent exiger l'inspection par une des méthodes non destructives. Le ressort de retour est examiné pour assurer la résilience appropriée. La force exigée pour déplacer les poignées sur chaque tube et assemblage de poignée est contrôlée avec un appareil de contrôle spécial de tube et de poignée. Le disque tournant est examiné pour déceler les fissures, la déformation, et l'épaisseur. Le disque doit être substitué s'il est porté en-dessous de l'épaisseur de 0,2 pouces, s'il est criqué, ou si le mélange de frottement est porté inégalement. Le mélange de frottement a peut-être piqué jusqu'à 0,5 pouces carrés dans n'importe quel segment. Le disque stationnaire est examiné pour déceler les fissures et l'épaisseur. Si l'épaisseur minimum est moins de 0,3 s'avancent petit à petit ou le disque est criqué, il devrait être substitué. La plaque arrière et la plaque de pression devraient être substituées si elles sont criquées. Si les protections d'usure sont tltickness porté de moins de 0,088 pouces, elles devraient être substituées. REMPLACEMENT DE PROTECTION D'USURE. Le remplacement de protection d'usure sur la plaque de pression et le plat de soutien est autorisé. Percez les rivets qui tiennent les protections usées. Jetez les protections usées. Examinez les plats pour déceler les fissures, la déformation, et l'élongation de trou de rivet. Utilisez une machine standard de rivet de compression pour riveter les protections d'usure de remplacement aux plats, utilisant le type de rivet spécifique dans le MIM applicable. Le bucktail de rivet doit être au-dessous de la surface de la protection d'usure, rivets avec plus d'une fente visible dans le bucktail ou à moins de 50 pour cent de la circonférence du flux formé de tête avec les côtés de la zone fraisée ne soyez pas acceptable. Les nouvelles protections d'usure doivent être la terre extérieure à 0. épaisseurs de 100 pouces, et devraient être plates à moins de 0,010 pouces après le meulage. Les plats retouchés devraient être vapeur dégraissée pour enlever tous les pétrole et matériel de meulage. Les plats secs devraient être enveloppés en papier propre et lourd pour la protection jusqu'à ce qu'ils soient substitués dans l'ensemble de frein. REMONTAGE. Le remontage du frein trimétallique est essentiellement dans l'ordre inverse de démontage. Lubrifiez les emballages, les arrêtoirs, les murs de cylindre, et d'autres surfaces de contact dans le logement de frein avec un revêtement léger de MIL-G-8 1322, graisse polyvalente d'avions avant le remontage. Appliquez la graisse de MIL-G-6032B au côté de piston des isolateurs de piston. Lubrifiez les boulons de logement de frein et les surfaces de contact des têtes de boulon avec le composé anti-grippage. Le revêtement de ces boulons et de la surface de contact des têtes de boulon, suivie du serrage au couple, désigné dans un certain MIMs sous le nom de « Lubtork. » TEST. Le frein trimétallique rassemblé doit être testé pour assurer la qualité de la maintenance. Connectez l'ensemble de frein à un banc d'essai hydraulique et appliquez 25 PSIs à l'orifice d'entrée. Ouvrez le robinet purgeur jusqu'aux écoulements de fluide sans air de la valve. Augmentez la pression à 1.000 PSIs pour 2 minutes et contrôles pour des fuites. Soulagez et réappliquez 1.000 PSIs plusieurs fois, et réduisez alors la pression lentement à 90 PSIs. En tenant la pression de 90 PSIs, mesurez l'habilitation entre la plaque de pression et le premier disque tournant. L'habilitation minimum doit être de 0,065 pouces. Si des disques utilisés étaient réinstallés, vérifiez la rotation appropriée. Fixez le banc d'essai, déconnectez le frein, et branchez l'orifice d'entrée pour empêcher la contamination.
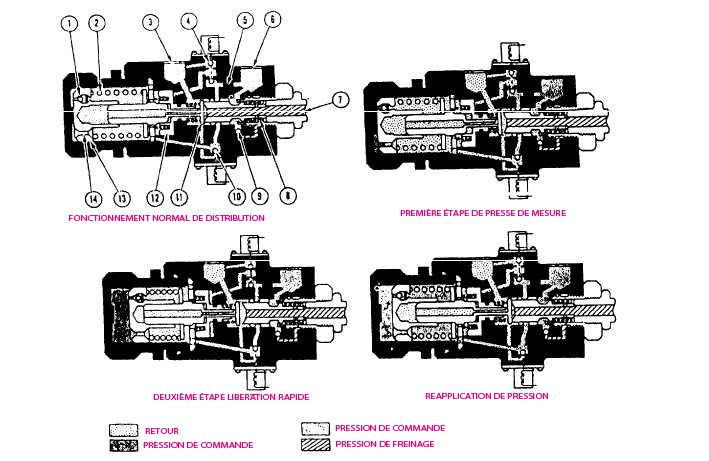
1. Contrôlez no. 2 (la release) d'orifice Le schéma 12-55. - Schéma antidérapant de soupape de commande. MAINTENANCE DE SYSTÈME DE CONTRÔLE DE DÉRAPAGE Apprentissage de l'objectif : Identifiez les frais d'entretien organisationnel- et de niveau intermédiaire pour le bon fonctionnement du système de contrôle de dérapage. Un positionnement antidérapant d'essai est disponible pour le personnel dans la notation des EA pour utiliser sur le système antidérapant. L'essai opérationnel exige normalement un effort conjoint de la part de chacun des deux personnel d'AM et des EA. La maintenance organisationnelle sur la soupape de commande antidérapante, représentée sur le schéma 12-55, est limitée au retrait et au remplacement. La réparation de niveau intermédiaire de la valve se compose du joint de traitement-date et partie le remplacement conformément aux procédures fournies dans la section « de maintenance intermédiaire » du MIM. Après la réparation, la valve doit être testée pour vérifier le bon fonctionnement hydrauliquement et électriquement. L'analyse de problème/dépannage du système antidérapant est généralement accomplie par le personnel de la notation des EA. Les étapes données pour utiliser le positionnement antidérapant d'essai indiqueront exactement les causes pour la plupart des défauts de fonctionnement. Ces étapes qui ne rencontrent pas les résultats spécifiques sont étudiées, des pièces sont substituées selon les besoins, et le contrôle opérationnel complet est répété pour vérifier que le défaut de fonctionnement a été corrigé. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous