|
|
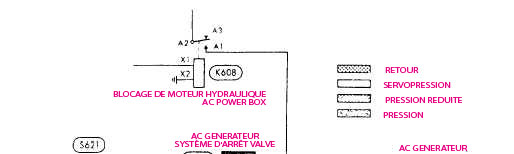
SYSTÈMES DE PLI D'AILE Il y a des différences diverses dans la conception et les caractéristiques de fonctionnement des divers systèmes à commande hydraulique, et les systèmes de pli d'aile ne sont aucune exception. Les composants fondamentalement semblables remplissent des fonctions similaires avec seulement la variation mineure dans la nomenclature de la pièce et la conception physique. Le système de pli d'aile décrit dans les paragraphes suivants précisera certaines de ces différences. Référez-vous au schéma de système de pli d'aile représenté sur le schéma 12-63 comme vous lisez les paragraphes suivants. L'arc d'ailes déverrouillé en soulevant le traitement de pli d'aile et expédient jusqu'à ce qu'il atteigne le 1ère étape. Cette action actionne les mécanismes de câble et de tige pousseuse qui contrôlent le verrouillage mécanique des cylindres de serrure d'aile. Cette même action, par la tige pousseuse connectée aux serrures mécaniques, fait apparaître les indicateurs d'avertissement sur les ailes. Davantage de mouvement du traitement de pli d'aile en ce moment est empêché par un verrou mécanique à ressort qui bloque la manivelle au cylindre de serrure d'aile. Avec des commandes de vol en position et poids appropriés sur les roues, le commutateur d'épingle de freinage de pli d'aile est placé chez UNLOCK. La puissance est fournie au côté de déverrouillage du clapet sélecteur de serrure d'aile, permettant à utilitaire système combiné la pression hydraulique aux quatre cylindres de serrure d'aile dans chaque aile. La pression dans les cylindres de serrure d'aile déplace l'axe de serrure pour rétracter les épingles de freinage d'aile. À la fin de cette action, la poignée de commande de pli d'aile peut être déplacée à la pleine position en avant, actionnant le clapet sélecteur de pli d'aile dans chaque aile et mettant en communication des régulateurs à écoulement direct de pression hydraulique aux vérins de pli d'aile, qui étendent et font plier l'aile. Les ailes sont répandues en déplaçant la poignée de commande de pli d'aile à l'arrière au 1ère étape, mécaniquement plaçant le clapet sélecteur de pli d'aile dans chaque aile pour mettre en communication les régulateurs à écoulement direct de pression hydraulique aux cylindres de pli d'aile, les entraînant rentrer et répandre les ailes. La poignée de commande de pli d'aile est tenue au 1ère étape par les épingles de freinage rétractées, qui empêchent la rotation des axes et des manivelles de serrure.
Après propagation de l'action, le commutateur d'épingle de freinage de pli d'aile est placé à la SERRURE et la puissance est fournie au côté de serrure du clapet sélecteur de serrure d'aile. Le clapet sélecteur met en communication alors la pression hydraulique à la valve fermée de minuterie dans chaque joint de pli d'aile. Pendant que la propagation est terminée, une détente à ressort d'épingle de freinage dans chaque montage de serrure d'aile intérieure est enfoncée par le montage extérieur de serrure. Quand les garnitures de serrure sont alignées, les épingles de freinage peuvent étendre et écrire les garnitures de serrure d'aile. Les épingles de freinage étant étendu, l'axe de serrure est libre pour tourner, et la poignée de commande de pli d'aile peut être déplacée à affleurement de la première surface de la console centrale. Cette action tourne les axes de serrure pour empêcher la rétraction des épingles de freinage et rétracte les indicateurs d'avertissement. Quand n'importe quelle épingle de freinage n'étend pas, le traitement de pli d'aile ne peut pas être fixé, et les indicateurs d'avertissement resteront exposés. Une soupape de sécurité thermique est installée dans la canalisation de refoulement du pli d'aile et des clapets sélecteurs de serrure d'aile. Elle exhale l'habillage excessif de pression en raison de la dilatation thermique du fluide résiduel dans les canalisations de retour combinées de système. Quand la pression augmente au-dessus de 3.730 à 3.830 PSIs, le contrôle de boule à ressort renverse, et la valve soulage la pression excessive. Le contrôle de boule à ressort réinsère quand la pression tombe à 3.360 PSIs. La maintenance du système de pli d'aile au niveau organisationnel consiste principalement en inspections ordonnancées, lubrification, calage des tringleries, pose et dépose des composants, et de l'analyse des défauts de fonctionnement de système. Le MIM fournit des feuilles de schémas de système et d'analyse de problème à l'aide en indiquant exactement des causes des défauts de fonctionnement. Une connaissance complète du système avant le dépannage est nécessaire. Le raisonnement logique plus une vérification d'état de marche systématique du système produira de meilleurs résultats que des méthodes de dépannage de test et erreur. Le manque de lubrification ou de toute autre maintenance exigée à intervalles prescrits sera généralement reflété par le stiff, dur-à-actionne des mécanismes de contrôle de pli d'aile ou des anomalies relatives de pli d'aile. La conformité stricte aux frais d'entretien, dans tous les cas, éliminera ou réduira au minimum cette possibilité. Toute la maintenance corrective devrait être conforme aux instructions fournies dans le MIM approprié. Les indicateurs d'avertissement de serrure d'aile sortent rarement du réglage, et toutes les fois qu'ils ne se rétractent pas, il devrait considérer une indication du manque de toutes les serrures d'écrire correctement des garnitures de serrure. Le réalignement pour fournir une indication de serrure d'aile sans s'assurer que les ailes sont solide enclenchement certainement ne corrige pas l'anomalie et présente une condition de vol extrêmement dangereuse. Les bonnes pratiques en matière de maintenance, la garantie de qualité stricte par les inspecteurs qualifiés, et la bonne surveillance assureront des actions sûres, opportunes, et de qualité de maintenance corrective. La maintenance intermédiaire des éléments hydrauliques de pli d'aile se compose généralement installer les kits de réparation de traitement-date (dispositifs de cachetage, etc.) et/ou le remplacement des pièces diverses disponibles en tant que kits de réparation de type flotte. Les parties dans le kit de réparation sont facile-à-substituent normalement les postes, qui n'exigent pas la profondeur du démontage et de l'inspection nécessaires à la révision complète, et sont substituées toutes les fois que le retrait de grand temps d'un composant est nécessaire. Des informations sur des kits de réparation pour différents composants sont fournies dans l'applicable « ont illustré la panne de pièces » et, dans certains cas, la section « de maintenance intermédiaire » du MIM et s'approprient (03) manuels de révision. Des procédures pas à pas pour la réparation des composants sont fournies dans la section « de maintenance intermédiaire » d'un certain MIMs et/ou de 03 manuels. Généralement les réparations se composeront le nettoyage, le démontage, l'inspection, le remplacement des pièces défaillantes, le remontage, et test. L'inspection des éléments démontés comprend la vérification des dommages visibles aux pièces internes, les dommages de fil de discussion, état de l'électrodéposition, limitations d'usure, déformation de ressort, spécifique la durée libre de ressort, et corrosion. Dans certains cas, l'inspection non destructive des pièces critiques pour détecter des discontinuités et des criques de fatigue est exigée. Le remontage normalement sera dans l'ordre inverse de démontage et comprendra l'installation appropriée des pièces, des joints, des emballages, des arrêtoirs, serrant à la clé dynamométrique, du câblage de sécurité, et de la clavette introduisant, comme applicable. L'essai de la réparation suivante composante vérifiera plus loin sa capacité de remplir sa fonction destinée et se composera généralement du test d'épreuve, de l'essai d'étanchéité statique, et du test opérationnel. Dans toute l'exécution de niveau intermédiaire complète de réparation, les composants subissant la réparation doivent être soumis à la vérification de quality assurance des étapes spécifiques de réparation comme indiqué dans le MIM ou le manuel applicable de révision (de 03). Il n'est pas suffisant d'éliminer la quality assurance progressive et de vérifier l'exécution du produit final. Des bancs d'essai stationnaires utilisés pour tester les éléments hydrauliques sont remplis de fluide hydraulique préservatif. Des composants réparés qui ne doivent pas être installés immédiatement doivent être labourés avec MIL-H-46170 sauf indication contraire. Toutes les ouvertures sont couvertes ou branchées
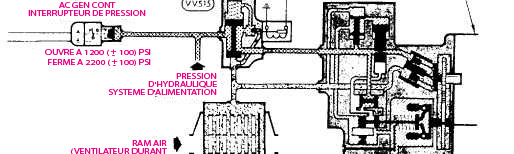
Figure système d'entraînement de générateur de 12-64.AC. avec les fermetures approuvées en métal. Des composants réparés qui doivent être installés immédiatement à la suite du test de banc devraient égouttement-être vidés, couverts, et branchés selon les besoins. Des prises en plastique sont interdites en raison de la possibilité de puces en plastique écrivant le composant et les joints préjudiciables ou bloquant les passages critiques. Les heures-homme dépensées en corrigeant des défauts de fonctionnement sont documentées sur un VIDS/MAF. Quand à part est retiré et est d'être traité par l'IMA pour des réparations, un VIDS/MAF supplémentaire est lancé avec l'information appropriée labourée dedans et attachée au composant pour tour-dans. Consultez les manuels appropriés pour la documentation appropriée du VIDS/MAF. Le travail n'est pas considéré complet jusqu'à ce que les écritures nécessaires aient été remplies aient examiné, et aient tourné dedans. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous