|
|
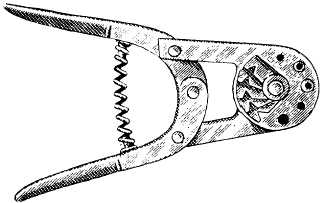
Coupeurs rotatoires de rivet Au cas où vous ne pourriez pas obtenir des rivets de la longueur priée, des coupeurs rotatoires de rivet peuvent être utilisés pour couper de plus longs rivets à la longueur désirée. Voir le schéma 13-2. Quand vous utilisez le coupeur rotatoire de rivet, insérez la voie de pièce de rivet dans le trou correct de diamètre. Placez le nombre requis de cales (affichées en tant que bandes décalées et entaillées dans l'illustration) sous la tête et serrez les traitements. L'action composée des traitements tourne les deux disques dans les sens inverses. La rotation des disques cisaille le rivet sans à-coup pour donner la longueur correcte (comme déterminé par le nombre de
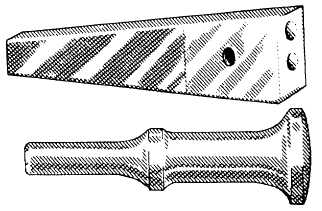
Le schéma 13-2. - Coupeur rotatoire de rivet. cales insérées sous la tête). Quand vous utilisez le coupeur plus grand troue, place un des traitements d'outil dans un étau, insère le rivet dans le trou, et le cisaille en tirant le traitement libre. Si cet outil n'est pas disponible, des pinces de diagonal-coupe peuvent être utilisées comme coupeur de secours, bien que les bords cisaillés ne soient pas comme lisses et même pendant que quand ils sont coupés avec le coupeur rotatoire de rivet. Positionnement de rivet Un positionnement de rivet est un outil équipé d'une matrice pour piloter un type particulier de rivet. Des positionnements de rivet sont utilisés dans la main et le marteau pneumatique rivetant des méthodes. Les positionnements de rivet sont disponibles pour adapter chaque taille et forme de tête de rivet. Le positionnement ordinaire de main est fait d'acier au carbone du diamètre 1/2-inch environ 6 pouces de long. Il est moleté pour empêcher glisser dans la main. Seulement le visage du positionnement est durci et poli. Des positionnements pour les rivets tête ovale (universel, rond, et brasero) sont enfoncés (ou mis en forme de tasse) pour adapter la tête de rivet. Quand vous choisissez un rivet pour placer, soyez sûr qu'il fournira l'habilitation appropriée entre le positionnement et les côtés de la tête de rivet et entre les surfaces du métal et le positionnement. Le flux ou les positionnements plats sont utilisés pour les rivets fraisés et à tête plate. Aux rivets affleurants réglés correctement, les positionnements affleurants devraient être au moins de 1 pouce de diamètre. Les positionnements d'offre spéciale, appelés la « aspiration » place, sont utilisés « élaborent » les feuilles étant rivetées afin d'éliminer n'importe quelle ouverture entre elles avant que le rivet soit opposé. Chaque positionnement d'aspiration a un trou 1/32 pouce plus grand que le diamètre de la jambe de rivet pour laquelle il a été fait. Parfois, particulièrement dans des outils main-fonctionnants, le positionnement d'aspiration et l'en-tête de rivet sont incorporés à un outil. L'en-tête se compose d'un trou suffisamment peu profond pour que le positionnement augmente le rivet piloté « bucktail » et pour forme une tête là-dessus quand le positionnement est heurté par un marteau. Le schéma 13-3 expositions qu'une main de forme rectangulaire a placées qui combine l'aspiration et l'en-tête place et videz le positionnement utilisé avec un marteau pneumatique. Des positionnements utilisés avec les marteaux pneumatiques (armes à feu de rivet) sont fournis dans beaucoup de tailles et de formes pour adapter le type et l'emplacement du rivet. Ces positionnements sont identiques que les positionnements de rivet de main sauf que la jambe est formé à l'ajustement dans l'arme à feu de rivet. Les positionnements sont faits d'acier à outils à haute teneur de carbone et sont soumis à un traitement thermique pour fournir la force et la résistance à l'usure nécessaires. L'extrémité ou la tête du positionnement de rivet devrait être maintenue lisse et être fortement polie pour empêcher troubler des têtes de rivet.
Le schéma 13-3. - Positionnements de rivet. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous