|
|
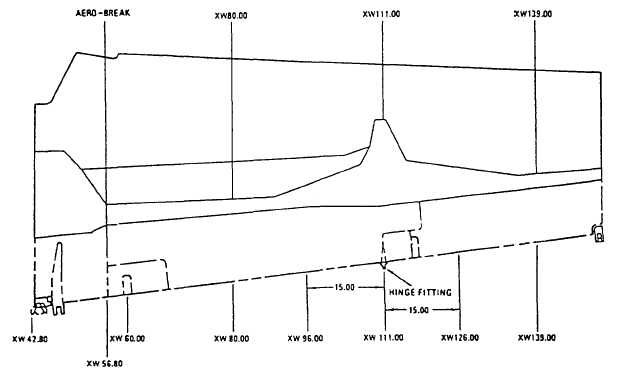
RÉPAREZ LES CRITÈRES Les critères de réparation diffèrent de la même manière que les conditions de conception d'initiale pour des avions diffèrent. Les critères pour une réparation peuvent être moins exigeants si la réparation est considérée provisoire. Des réparations provisoires sont exécutées pour des conditions telles qu'un vol ci-devant à une installation de réparation ou une plus de mission dans des conditions de combat. Cependant, la plupart des réparations sont destinées pour être permanentes, et, excepté des conditions spéciales, les critères sont appliqués de sorte que la réparation demeure acceptable pendant la vie des avions. Un des facteurs principaux qui influence la qualité de réparation est l'environnement où les réparations sont à faire. Par exemple, la présence de l'humidité est critique aux réparations collées. Les résines époxydes peuvent absorber 1,5 à 2 fois leur poids en humidité, réduisant de ce fait la capacité des résines de supporter les fibres. La saleté et la poussière peuvent sérieusement affecter des réparations collées. Les pétroles, les vapeurs, et les dissolvants empêchent la bonne adhérence dans les surfaces collées et peuvent mener aux vides ou au décollement. Pour exécuter des réparations de qualité, le personnel doit avoir une connaissance du système composé à réparer, type des analyses de dommages, de limitations de dommages, des publications de réparation, des matériaux, des outils et de matériel, et de procédures de réparation. Les équipements de réparation où le travail doit être exécuté seront propres et climat ont contrôlé si possible. L'hygrométrie devrait être de 25 pour cent à de 60 pour cent et températures de stable à 65 à 75F. Si des réparations doivent être faites dans un environnement incontrôlé (hangar/poste de pilotage), des corrections et des adhésifs seront préparés dans un environnement contrôlé et scellés dans un sac hermétique avant d'être apporté au site de réparation. Restitution de force Les pleines réparations de force sont désirables et devraient être faites à moins que le coût soit prohibitif ou les équipements sont insuffisants. Moins que complètement on permet parfois des réparations de force sur les structures secondaires qui sont légèrement chargées, les structures rigidité-critiques conçues pour des débattements limités plutôt que pour supporter de grands chargements (portes), ou les structures conçues à une condition minimum d'épaisseur pour la résistance générale à manipuler des dommages (peaux de fuselage). Réparez les manuels pour les avions spécifiques fréquemment « répartissent en zones » la structure pour afficher la quantité de restitution de force requise ou les genres de réparations standard qui sont acceptables. Les zones de réparation aident à identifier et des dommages classfy en limitant des réparations aux conditions supportant la charge. Les cadres de zone de réparation indiquent des changements des conditions supportant la charge dues aux changements de la structure, de l'épaisseur de la peau, des points de raccordement de pli, de l'emplacement des membres supportants (des nervures et des longerons), de l'orientation de pli, de la densité de noyau, de la taille et du type de matériaux. Les dommages dans une zone peuvent être réparables, où comme même type de dommages dans une zone adjacente ne peut pas être réparable. Voir le schéma 14-27. Douceur aérodynamique Les avions performants dépendent des surfaces externes douces pour réduire au minimum l'entrave. Pendant la fabrication initiale, des conditions de douceur sont définies, habituellement par la définition des zones où différents niveaux de la douceur aérodynamique sont exigés. Ceux-ci les la plupart
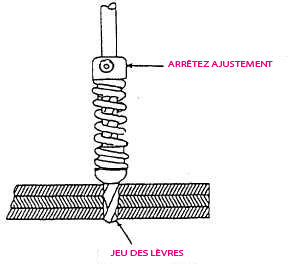
Figure zones de 14-27.Repair. les zones critiques comprennent les bords d'attaque des ailes et les queues, les nacelles en avant et les zones de prise, les fuselages d'avant, et les zones de débordement du fuselage. Les moins zones critiques comprennent les rebords arrière et les zones de fuselage arrière. Réparez les outils Les moteurs de foret devraient être capables des vitesses de 2.000 à 5.000 t/mn. Ces exercices devraient être équipés du taux d'entrée limitant des contrôles de montée subite pour empêcher la rubrique de postérieur provoquée en alimentant le foret trop rapide et l'habillage de la chaleur excessive d'alimenter le foret trop lent. Les taux d'entrée ne devraient pas dépasser 30 secondes par pouce, avec 10 à 15 secondes par pouce produisant les meilleurs résultats sur les composés graphite-époxydes. Le foret devrait tourner à toute vitesse avant le contact extérieur et pendant le retrait des trous réalisés. Ces trous devraient être légèrement trop petits foré et alésé à la taille exigée. Les divers types de bits de foret utilisés pour des composés de perçage sont torsion, appartement cannelé/pelle/poignard, cannelure simple, ou fraise pilotée, et ils sont fabriqués à partir de le carbure ou l'acier au carbone. Un arrêt de foret (fig. 14-28) est un amortisseur réglable de ressort qui est attaché à la jambe de bit de foret. Ceci arrête mécaniquement le foret à une profondeur prédéterminée avant de quitter le postérieur matériel, de ce fait réduisant la rubrique de postérieur provoquée par le suivre. De la pression ferme est exigée de surmonter cette tension de printemps pour que le foret pénètre le postérieur de stratifiés. Les routeurs sont haute vitesse, coupeurs tenus dans la main et portatifs utilisés pour enlever la peau ou les matériaux endommagés de noyau. Ils sont conçus pour traiter la source d'air comprimé à
Le schéma 14-28. - Arrêt de foret. vitesses de 25.000 à 40.000 t/mn. Des routeurs sont normalement utilisés avec un descripteur pour définir une coupe douce de militaire de carrière avec la profondeur du positionnement de coupe et verrouillés. Les scies de trou sont bonnes pour enlever de petites zones des dommages sur des stratifiés, bien qu'elles aient une tendance d'endommager le nid d'abeilles plutôt que coupé lui. Les scies de trou nettoient également facilement des dommages, fournissant une bonne surface pour des réparations. Des plats de sauvegarde devraient être enregistrés sur bande au postérieur du matériel étant scié pour empêcher la rubrique de postérieur. Les scies fines en métal ou de diamant de dent fonctionnent le meilleur pour les stratifiés sciants. |
|
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous