|
|
TYPES DE MASTICS Les conditions physiques entourant le joint régissent le type de mastic à utiliser. Quelques mastics sont exposés aux températures extrêmement élevées ou basses. D'autres mastics entrent en contact avec des carburants et des lubrifiants. Par conséquent, il est nécessaire d'utiliser un mastic qui a été composé pour l'état particulier. Des mastics sont fournis dans différentes cohérences et traitent des taux. Des mastics de base sont classifiés dans trois categoriespliable, séchages, et traitements généraux. Mastics flexibles Des mastics flexibles désigné sous le nom des mastics d'une partie et sont fournis « de manière opérationnelle » comme emballés. Ils sont des solides et changent très peu pendant ou après l'application. Du dissolvant n'est pas utilisé avec les mastics flexibles. Par conséquent, le séchage n'est pas nécessaire. Excepté le vieillissement normal, ils restent pratiquement les mêmes que quand ils ont été empaquetés. Ils adhèrent facilement au métal, au verre, et aux surfaces en plastique. Des mastics flexibles sont utilisés autour des panneaux d'acce2s et des portes et dans les zones où des cavités de pressurisation doivent être mises à jour. Mastics de séchage Les mastics de séchage placent et traitent par l'évaporation du dissolvant. Des dissolvants sont employés en ces mastics pour fournir la cohérence désirée d'application. La cohérence ou la dureté peut changer quand ce type de mastic sèche, selon la quantité de dissolvant qu'elle contient. Le rétrécissement pendant le processus de séchage est une considération importante. Le degré de rétrécissement dépend également de la quantité de dissolvant qu'elle contient.
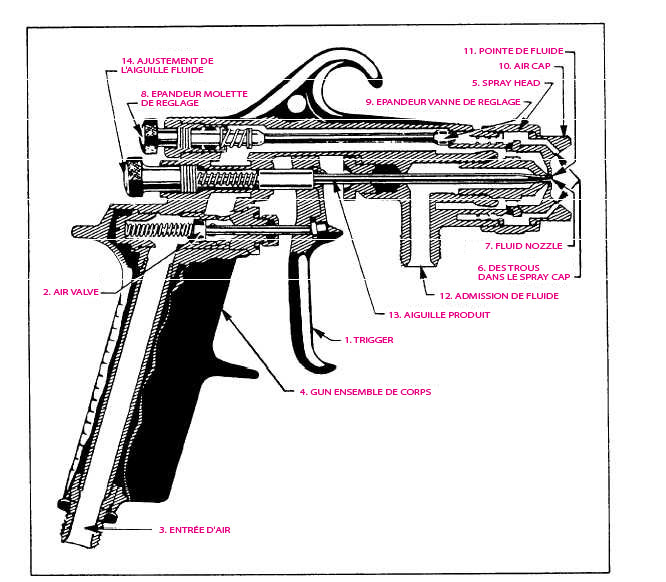
Le schéma 14-42. - Vue sectionnelle de pistolet de pulvérisation typique. Traitement des mastics les mastics Catalyseur-traités ont un avantage par rapport à sécher des mastics parce qu'ils sont transformés d'un état liquide ou semi-fluide en solide par réaction chimique plutôt que par évaporation d'un dissolvant. Un catalyseur ou un accélérateur chimique est ajouté et mélangé juste avant des applications de mastic. La chaleur peut être utilisée pour accélérer le processus de traitement. Quand vous utilisez un catalyseur, vous devriez exactement mesurer et complètement mélanger les deux composants pour assurer un complet et même un traitement. APPLICATION DES MASTICS que l'application des mastics varie selon le temps, des outils requis, et de la méthode d'application.
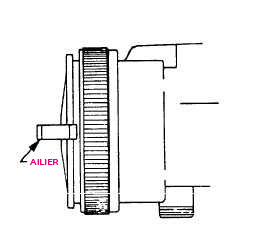
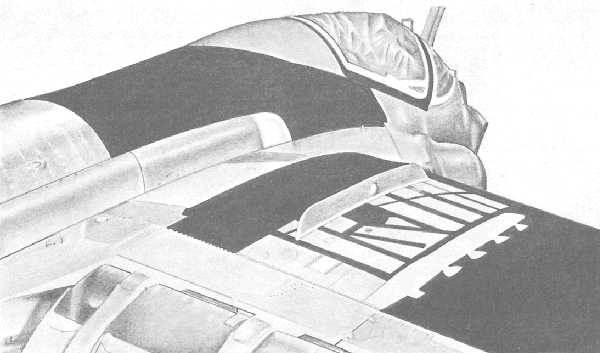
Le schéma 14-43. - Embout de pistolet de pulvérisation. Cependant, les restrictions suivantes s'appliquent à toutes les applications de mastic : Le mastic devrait être utilisé dans les délais d'application spécifiques par le constructeur de mastic. Le mastic ne devrait pas être appliqué au métal qui est plus froid que 70F. Une meilleure adhérence est obtenue et le mastic appliqué aura moins de tendance de couler tout en traitant si le métal est chauffé à une température entre 90F et 100F avant que le mastic soit appliqué. Le mastic devrait être jeté immédiatement quand il devient trop raide pour s'appliquer ou fonctionner. Le Stiff ou le mastic partiellement traité ne mouillera pas la surface à laquelle il doit être appliqué aussi bien que le matériel frais et, par conséquent, n'aura pas l'adhérence satisfaisante. Le mastic ne devrait pas être utilisé pour les utilisations en surface d'affleurement à moins qu'il ait été juste enlevé de la mémoire réfrigérée ou récemment mélangé. Tandis que l'utilisation des mastics sur des surfaces d'avions a considérablement augmenté au cours de ces dernières années, les méthodes d'application ont été en grande partie par l'utilisation des brosses, du plongement, des armes à feu d'injection, et des spatules. La pulvérisation des mastics est un développement récent. MIL-S-81733 le mastic, le type III, est intensivement utilisé pour l'application de jet. Si le type mastic d'III ne peut pas être obtenu, MIL-S-8802 le mastic, la classe A, peut être employé en l'amincissant à une cohérence pulvérisable par l'ajout d'un dissolvant approprié. Le schéma 14-44 affiche le mastic appliqué à un avion pour protéger certaines des zones corrosion-sujettes. Le mastic était appliqué suivre le jet, la spatule, et les méthodes de brosse. Quand vous êtes pression scellant un avion, les matériaux de cachetage devraient être appliqués pour produire un petit programme, un film, ou un filet continu au-dessus de la zone joint. Les bulles d'air, les vides, les puces en métal, ou la contamination huileuse empêcheront un joint pertinent. Par conséquent, le succès de l'exécution de cachetage dépend de la propreté de la zone et de l'application soigneuse des matériaux de mastic. Il y a de diverses méthodes de pression scellant les joints et les coutures dans des avions. Le manuel structurel applicable de réparation spécifiera la méthode à utiliser dans chaque application. Le cachetage d'une surface d'affleurement est accompli par la brosse enduisant les surfaces de contact du mastic spécifique. Le mastic devrait être appliqué juste avant attacher les pièces ensemble.
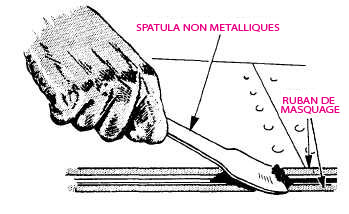
Le schéma 14-44. - Mastic appliqué aux surfaces extérieures d'avions. La planification soigneuse est nécessaire pour fermer les joints extérieurs d'affleurement de grands assemblages dans le délai d'application du mastic. Une fois que le mastic a été appliqué, les pièces doivent être jointes, le nombre exigé de boulons doit être serré à la clé dynamométrique, et tous les rivets être piloté dans ce délai. Quand la bande d'isolation a été installée entre les surfaces d'affleurement pour empêcher les contacts différents en métal, faites pression sur le cachetage devrait être accompli par le cachetage de filet. Le cachetage de filet est la propagation du mastic le long de la couture avec une arme à feu d'injection de mastic. Le mastic devrait être étendu dans des incréments d'approximativement 3 pieds. Avant que vous procédiez au prochain incrément, la partie appliquée du filet devrait être fonctionnée avec une spatule à mastic ou un outil. Voir le schéma 14-45. Ce fonctionner du mastic remplit vides dans la couture et élimine des bulles d'air. La durée de vie étanche du mastic est déterminée par la minutie et s'inquiète vous utilisation en établissant les bulles d'air. Après que le mastic ait traité à une condition sans pointe, le filet devrait être examiné pour assurer toutes bulles de restant d'air. De tels bulles d'air devraient être ouverts et remplis de mastic. Quand un filet lourd est exigé, il devrait être appliqué dans les couches. La couche supérieure devrait loyalement avec le métal. Le cachetage d'injection est le remplissage de pression des ouvertures ou les vides avec une injection de mastic lancent. Des légères secousses devraient être labourées en forçant le mastic dans l'ouverture jusqu'à ce qu'elle émerge du bord opposé. Des vides et les cavités sont remplis en commençant d'embout de l'arme à feu d'injection de mastic au bas de l'espace et en remplissant pendant que l'embout est retiré.
Le schéma 14-45. - Mastic d'Applylng. NOTE : Une légère secousse est un joint entre deux morceaux constitués par une entaille et une projection adaptée. Les rivets, les rivnuts, les vis, et les petits boulons devraient avoir un manteau de brosse de mastic au-dessus de la partie saillante du côté de pression. Les joints devraient avoir un manteau de brosse de mastic des deux côtés. Les canons isolants fendus devraient avoir le mastic balayé dans le fractionnement avant l'installation. Après installation, des filets devraient être appliqués à la base du canon isolant et le tube saillant dans la pression dégrossissent. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous