|
|
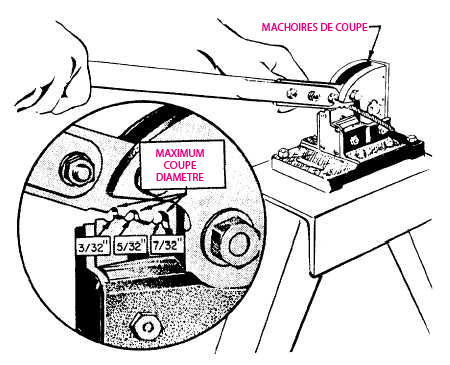
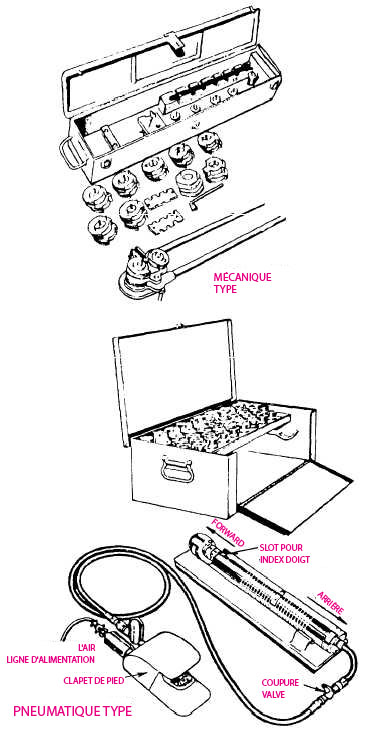
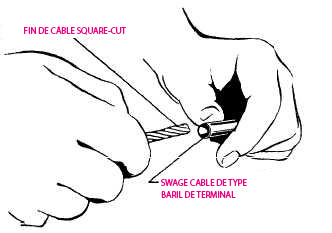
FABRICATION DE CÂBLE Des câbles de commande sont fabriqués en grande partie de l'acier flexible, préformé, anticorrosion supplémentaire. Les câbles de commande varient de 1/16 à 3/8 pouce de diamètre. Des câbles de 1/8 pouce et plus grands se composent de 7 brins de 19 fils chacun. Des câbles 1/16 et 3/32 pouce de diamètre se composent de 7 brins de 7 fils chacun. Matériel de Câble-Coupe Des câbles de coupe peuvent être accomplis par n'importe quelle méthode commode excepté une torche de coupe oxyacétylénique. La méthode de coupure dépend habituellement des outils et des machines disponibles. Si un câble tend à se démêler, les extrémités peuvent être suées ont soudé ou se sont enveloppées avec une bande de bande avant la coupe. Le câble de faible diamètre peut être coupé d'une manière satisfaisante avec une paire de coupeurs diagonaux résistants, de coupeurs latéraux, ou d'une paire de pinces de fil. Les meilleurs résultats sont obtenus si les mâchoires de coupe sont jugées perpendiculaires au câble pendant l'exécution de coupe. Les câbles jusqu'à 3/32 de pouce de diamètre peuvent être coupés dans une exécution par cette méthode. De plus grands câbles peuvent exiger deux ou plus coupe. Quand vous avez coupé le grand diamètre câble, utilise l'extrémité de la lame de coupe, et a coupé seulement quelques brins à la fois. La méthode la plus satisfaisante de câbles de coupe est avec une machine de câble-coupe qui a les mâchoires spéciales pour faciliter de diverses tailles de câble. Voir le schéma 9-28. Pour utiliser cette machine, placez le câble dans la cannelure appropriée de diamètre et tenez le câble fermement à moins de 2 pouces des lames de coupe. Jugez le câble perpendiculaire aux lames de coupe et abaissez le traitement d'opération brusquement. Un ciseau à froid et un bloc mou en métal peuvent également être utilisés pour couper des câbles. Cette méthode devrait être utilisée seulement car un dernier recours en raison de la voie les extrémités de câble sera frangé. Étamper terminal Après que le câble soit coupé, la prochaine étape en composant un câble d'avions est connexion des terminaux. La plupart des garnitures terminales sont ÉTAMPÉES sur les extrémités des câbles de système de contrôle. Étamper est essentiellement un processus de serrage dans lequel le câble est inséré dans le baril du terminal. Alors de la pression est appliquée par des matrices dans une machine étampante de comprimer le baril du terminal étroitement autour du câble. Le métal des murs intérieurs du baril est moulé et le froid a coulé par la force dans les crevasses du câble. Le schéma 9-29 affiche deux types d'outils main-étampants. Celui dans la partie supérieure de l'illustration est mécaniquement actionné, alors que la inférieure est d'une manière pneumatique actionnée. Quand vous disposez à étamper un terminal, coupez le câble à la longueur requise. Soyez sûr de tenir compte de l'élongation (hausse de la longueur due à l'étirage) du montage qui se produira pendant le processus étampant. La quantité d'élongation variera avec le type et la taille de montage utilisés. Par conséquent, l'élongation doit être tenue compte toutes les fois que vous composez n'importe quel câble. Le manuel structurel de matériel, NAVAIR 01-1A-8, fournit des données d'élongation pour tous les types et tailles de garnitures. Assurez-vous que l'extrémité de câble est à angle droit et propre coupés et que tous les brins restent dans un groupe compact, suivant les indications du schéma 9-30. Placez une baisse ou deux d'huile de graissage légère sur l'extrémité de câble. Puis, insérez l'extrémité dans le terminal à une profondeur d'environ 1 pouce. Dépliez le câble vers le terminal, redressez-le de nouveau à la position normale, et puis poussez le câble complètement dans le baril terminal. Ce processus de dépliement met un repli dans l'extrémité de câble pour juger le terminal en place jusqu'à ce que l'exécution étampante soit terminée. Il également tend à séparer et écarter les brins à l'intérieur du baril terminal et réduit la tension provoquée en étampant. Chacun des deux outils main-étampants représentés sur le schéma 9-29 sont très utilisés par des activités navales d'entretien des avions. La procédure pour l'usage de les deux types est décrite dans les paragraphes suivants.
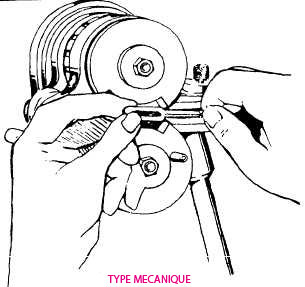
Figure 9-29.Hand-swaging outil-mécanique et pneumatique. En actionnant l'outil étampant mécanique, vous devriez placer la paire appropriée de taille de matrices sur l'exécution est exécutée. Pendant que les matrices tournent, elles tirent de l'outil, suivant les indications du schéma 9-31, et de l'outil étampant étampant. Le terminal est alors situé dans les mâchoires
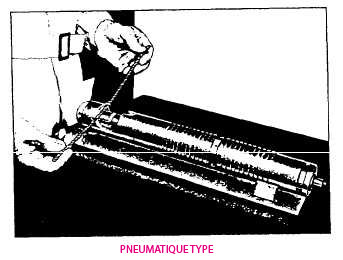
À la fin d'étamper et de retrait du montage de l'outil étampant, mesurez le diamètre extérieur de la jambe avec un micromètre ou avec la mesure meublée avec l'équipement étampant pour déterminer si le terminal a été étampé suffisamment. Ceci peut être déterminé en contrôlant la mesure avec la table des terminaux de câble applicable dans NAVAIR 01-1A-8. L'outil étampant pneumatique représenté sur le schéma 9-29 est un appareil portable léger conçu au boutissoir de précision le métal d'un terminal dans les interstices (crevasses) des brins de câble. L'étampeur peut être monté sur une plaque de base et être utilisé sur un banc, ou il peut être pris au travail. Quand l'outil étampant est pris à l'emplacement du travail, il peut être tenu dans votre main ou être bercé dans votre bras. Le kit étampant pneumatique a plusieurs différents tailles et types de matrices utilisées pour étamper des terminaux de boule-et-douille et pour couper et équilibrer le câble. Comme l'outil étampant mécanique, les matrices viennent dans les positionnements appariés et doivent être utilisées ensemble. Les matrices sont installées par l'insertion l'un ou l'autre meurent par l'ouverture de joug dans la cavité de matrice. La rainure de clavette devrait être vers le bas et la jambe faisant face à l'arrière de l'étampeur. Glissez le premier meurent de retour afin d'effacer l'ouverture pour la mise en place de l'accouplement meurent. Le deuxième meurent est inséré avec la jambe faisant face en avant. Les procédures pas à pas suivantes sont recommandées pour installer l'outil étampant pneumatique : 1. Connectez l'air à la soupape d'aspiration. Pour le fonctionnement efficace, utilisez une compagnie aérienne de prise avec au moins 3/8-inch à l'intérieur de diamètre et d'un minimum de 90 livres de ligne pression. 2. Connectez la compagnie aérienne d'étampeur à la soupape d'aspiration. 3. Nettoyez les matrices, retirez toutes les particules en acier qui ont pu avoir adhéré à la cavité de matrice, et appliquez un film léger de pétrole à l'entier meurent. 4. Insérez les matrices dans l'outil étampant comme décrit précédemment. AVERTISSEMENT N'insérez pas ou ne retirez pas les matrices jusqu'à ce que l'air qui est connectée à l'étampeur soit coupée. Le manque de fixer l'air connectée à l'étampeur a pu avoir comme conséquence le dommage corporel à l'opérateur. Avec l'installation pneumatique d'outil pour l'usage, exécutez les étapes suivantes tandis que les terminaux étampants aux câbles : 1. Placez le terminal sur le câble, utilisant le vieux câble comme configuration, ou suivez les instructions données dans les directives techniques applicables. Quand vous utilisez un terminal de boule, un minimum de pouces de 1 1/2 de câble doivent étendre au delà de la boule pour permettre la pièce pour tenir et tourner le terminal pendant étamper. L'excès est équilibré s'il y a lieu, après l'exécution étampante. Quand vous utilisez des terminaux de la milliseconde 20667, 1/4 pouce de câble doit avancer à travers le terminal. Sur tous autres terminaux, le câble est basé (inséré toute les voie dans le terminal). 2. Chaque terminal est nettoyé avec du dissolvant approprié, et puis enduit d'un pétrole léger. 3. Les terminaux étant placé dans la cavité de l'en avant mourez, glissez l'arrière meurent dans sa position en avant utilisant le slot donné dans le joug pour l'index. NOTE : Pour empêcher des dommages au terminal ou au câble pendant le cycle étampant, mettez à jour la pression légère sur le câble vers l'avant de l'étampeur. Ceci tient le terminal et le câble fermement dans l'en avant meurent cavité. 4. Enfoncez la soupape d'aspiration fermement et tournez le câble dans les deux sens dans les arcs de 180 degrés ou terminez les révolutions. La durée où la soupape d'aspiration est tenue dépend du type et de la taille de montage étant étampé. Le temps approprié peut être trouvé en se rapportant au diagramme fourni avec l'outil étampant pneumatique. Si le terminal ne tournera pas, cesser d'étamper immédiatement ; tournez le terminal 90 degrés, et commencez à étamper de nouveau. 5. Libérez la pédale de pied pour cesser d'étamper, et retirez le terminal de l'outil étampant pour l'inspection. Si le diamètre est surdimensionné ou la surface terminale est trop rugueuse, répétez l'exécution. Si des terminaux étampés doivent être utilisés sur les deux extrémités du câble, revérifiez la longueur totale du câble et équilibrez-la s'il y a lieu, avant d'installer le deuxième terminal. Assurez-vous que tous les garnitures et accessoires supplémentaires, tels que des arrêts de câble et des guides-câble, sont glissés sur le câble dans l'ordre approprié. L'autre terminal peut alors être étampé, suivant les mêmes procédures qu'utilisé pour le premier. | |
Déclaration de confidentialité - l'information de Copyright. - Contactez-nous